 Loctite Premium Partner
Loctite Premium Partner  Doprava zdarma od 3000 Kč (CZ/SK)*
Doprava zdarma od 3000 Kč (CZ/SK)* 




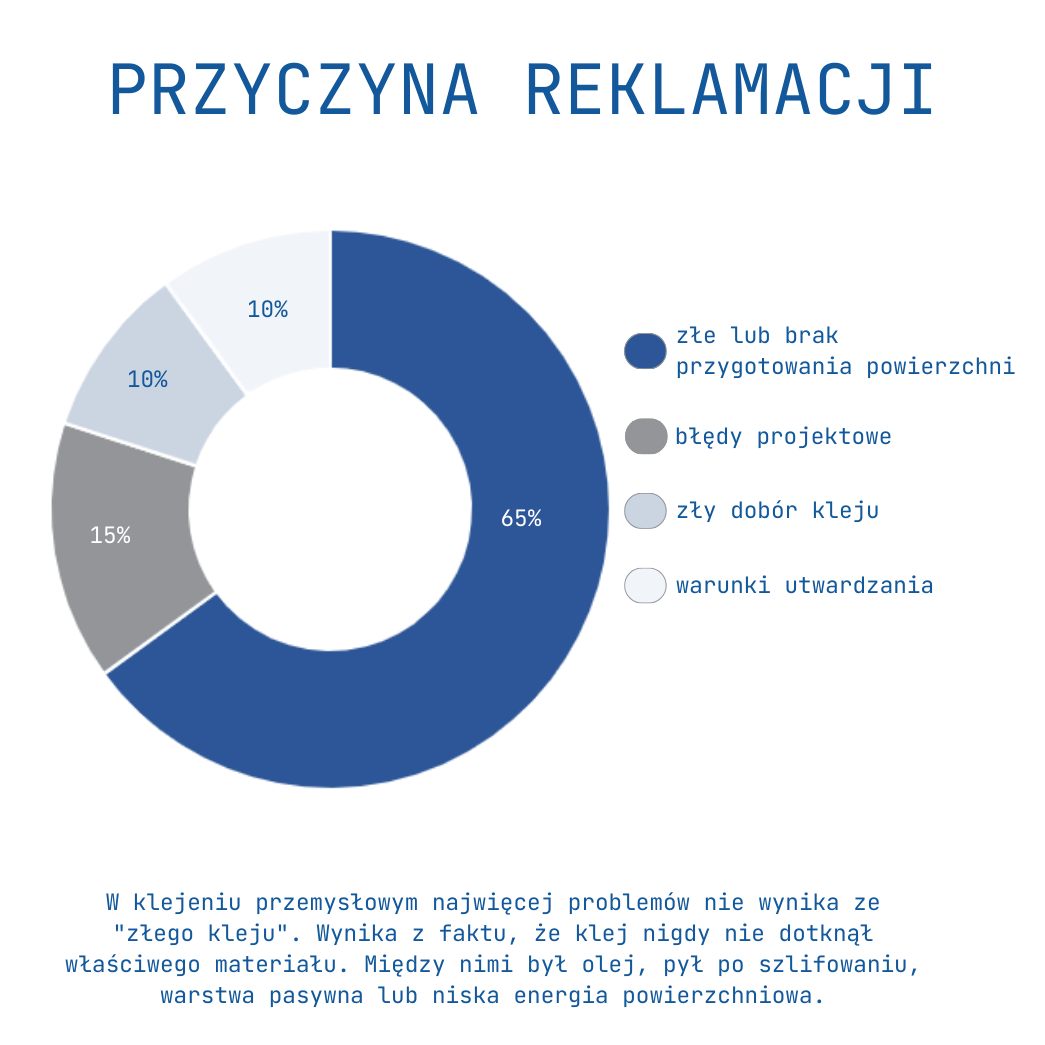
Pokud ve vaší firmě „lepidlo jednou drží a podruhé ne“ a reklamace se vracejí i po změně produktu, tak v 90 % případů je problém v povrchu a opakovatelnosti procesu, ne v samotné tubě.
Nejdůležitější společné pravidlo (k vytištění na výrobu): vždy odmašťujte a nedotýkejte se lepené oblasti po čištění (ani v rukavicích). Je to nejjednodušší „rychlý zisk kvality“, který můžete zavést hned.
1) Rychlá taháková verze: co děláme vždy, než vůbec začneme uvažovat o primeru
Aby lepidlo mělo šanci vytvořit pevný spoj, musí fungovat dvě věci: smáčení (lepidlo se musí „rozlít“ po materiálu) a adheze (kvalitní vazba na rozhraní). Olej, silikon, prach po broušení nebo kondenzát ze studeného dílu to dokážou zničit během pár vteřin.
Minimální standard procesu: (1) odmaštění → (2) mechanická příprava jen tehdy, když dává smysl → (3) odstranění prachu → (4) finální odmaštění „na hotovo“ → (5) lepení v časovém okně. Pokud přidáváte plazmu/koronu nebo primer, tyto kroky musí být provedené perfektně – jinak přidáváte náklad bez stabilizace výsledku.
2) Odmaštění, které opravdu funguje (a nerozmazává nečistoty)
V průmyslové praxi je nejčastější chybou „jednou přetřít a hotovo“. Funguje to jako mytí podlahy špinavou vodou – nečistota se vrátí zpět na díl.
Metoda dvou utěrek (doporučeno pro údržbu a krátké série)
Krok 1: první setření stáhne hlavní nečistoty (oleje, chladicí kapaliny, prach). Krok 2: druhé setření čerstvým, čistým netřepivým materiálem „uzavře“ odmaštění. Pravidlo: jedno setření = jedna čistá strana utěrky. Po čištění se lepené oblasti nedotýkejte.
Doporučené základní čističe:
[product id="3526,2242,3652"]
Jednoduché kontroly kvality (bez laboratoře)
Water-break test (test kapky vody): pokud voda vytvoří souvislý film, bývá to v pořádku. Pokud se „stahuje“ do kapek a film se trhá, máte na povrchu tuk/silikon. DYNE markery: rychlá kontrola povrchové energie u plastů (užitečné hlavně u PE/PP).
Co jsou DYNE markery a jak je používat v praxi
DYNE markery (často označované jako „dyne pen“ nebo „test ink“) jsou jednoduchý nástroj pro rychlé ověření povrchové energie materiálu – tedy zda má lepidlo reálnou šanci povrch dobře smáčet. To je klíčové zejména u plastů s nízkou povrchovou energií (LSE), jako jsou PE, PP a často také POM.
Jak DYNE test funguje? Na povrch nakreslíte krátkou čáru markerem s určitou hodnotou (např. 38, 40, 42 dyn/cm). Pokud čára krátce zůstane souvislá (neutíká do kapiček), povrch má alespoň takovou energii, jako je hodnota markeru. Pokud se čára trhá nebo rychle „sbíhá“, energie je nižší.
Krok za krokem (nejjednodušší postup):
✅ 1) Odmastěte a osušte vzorek (a nedotýkejte se testované zóny po čištění).
✅ 2) Začněte nižší hodnotou (např. 38 dyn/cm).
✅ 3) Nakreslete krátkou čáru a sledujte ji asi 2 sekundy.
✅ 4) Pokud je čára souvislá, jděte výš (např. 40, potom 42). Pokud se trhá, jděte níž.
✅ 5) Zapište výsledek a držte standard procesu: stejný čistič, stejné časy, stejný postup.
Důležité omezení: DYNE marker „nezaručí“ dlouhodobou pevnost spoje. Je to kontrola procesu (zda je povrch aktivní a opakovatelný). Finální potvrzení vždy dělejte na reálném dílu a v reálných podmínkách (vlhkost, teplota, chemie, UV).
BOZP: DYNE inkousty mohou být rozpouštědlové – používejte rukavice, větrání a netestujte povrchy, které nesmí přijít do kontaktu s takovou chemií.
3) Zmatnění a odstranění prachu: kdy to opravdu dělá rozdíl
Mechanická příprava má smysl, když potřebujete „konstrukční“ adhezi (zatížení, ráz, únava) nebo když má podklad slabou povrchovou vrstvu (oxidy, povlaky, problematické nátěry). Klíčové: po broušení/pískování vždy odstraňte prach a proveďte finální odmaštění – jinak lepíte prach, ne materiál.
4) Aktivace povrchu: korona a plazma (a proč rozhoduje čas)
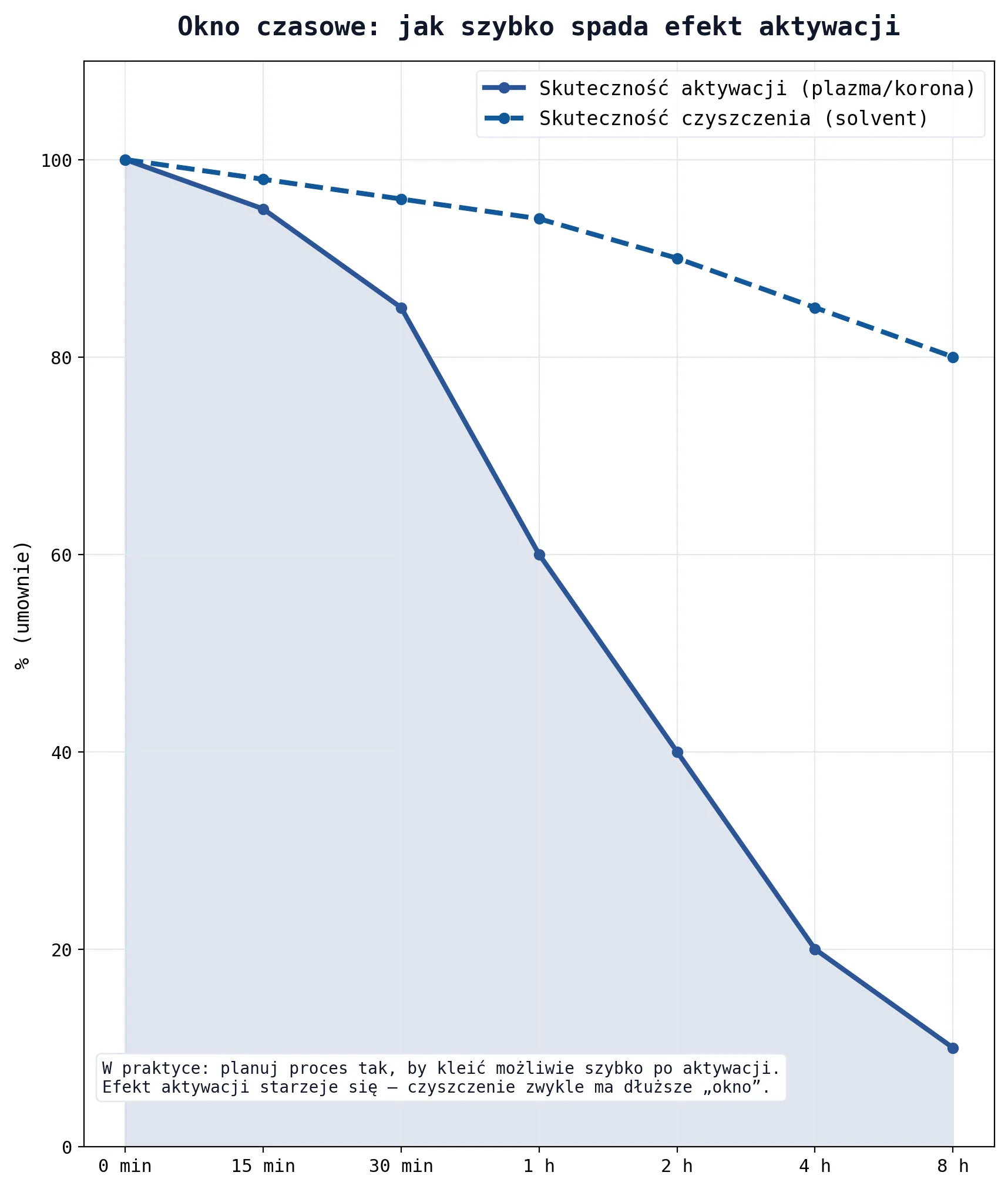
U PE/PP/POM problém často není „špína“, ale nízká povrchová energie – lepidlo nechce smáčet a nevytvoří stabilní adhezi. Aktivace (korona/plazma) energii zvýší a zlepší opakovatelnost, ale má jednu past: efekt stárne. Proto plánujte proces tak, abyste lepili co nejdříve po aktivaci.
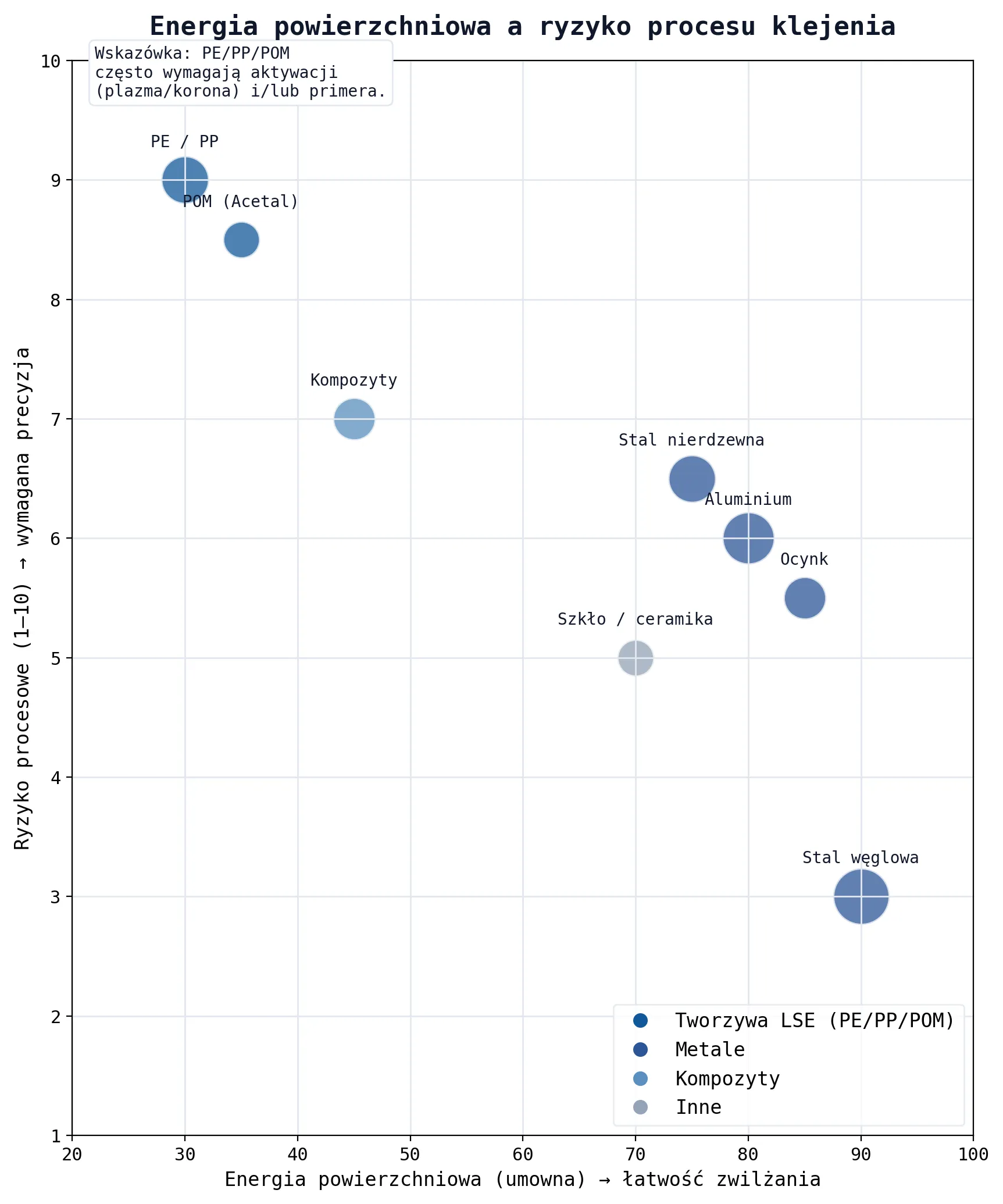
PE/PP/POM = vysoké procesní riziko bez aktivace/primeru.
5) Primer a aktivátor: kdy je to „must-have“ a kdy jen náklad
Ve výrobě se pojmy „primer“ a „aktivátor“ často zaměňují, ale technicky mají jiné role:
Primer vytváří mezivrstvu a zvyšuje dlouhodobou adhezi. Aktivátor obvykle zlepšuje start/kinetiku vytvrzení (např. na pasivních kovech u anaerobů) a stabilizuje výsledek, když bez něj „jednou OK, podruhé ne“.
Případy, kdy primer/aktivátor nejčastěji zachrání výsledek
PE/PP + kyanoakrylát (CA): velmi často potřebujete LOCTITE SF 770 (primer pro polyolefiny) a/nebo aktivaci (plazma/korona).
Nerez / hliník / zinek (Zn) + anaerob (závity/pasování): pro opakovatelnost se často přidává LOCTITE SF 7649 (aktivátor pro anaeroby).
Sklo + PU lepení: místo PU 8519 P / 8517 H můžete použít dostupný TEROSON BOND ALL IN ONE PRIMER (vždy podle TDS a ověřit v reálných podmínkách aplikace).
Laky/povlaky + PU/MS: pokud je povlak „těžký“ nebo je výsledek nestabilní, promotor typu TEROSON SB 450 bývá klíčový – nejdřív ale ověřte nosnost povlaku (někdy je potřeba jej odstranit).
[product id="2026,2027,2244,3640"]
6) Praktická matice: materiál → minimální příprava povrchu
| Materiál | Minimální proces (pořadí) | Kdy je potřeba aktivace/primer/aktivátor | Nejčastější past |
|---|---|---|---|
| Uhlíková ocel | Odmastit → (vol.) zdrsnit → odstranit prach → odmastit (finálně) → lepit | Zřídka; obvykle stačí čistota a opakovatelnost | Dotyk po čištění / prach po broušení |
| Zinkovaná ocel (Zn) | Odmastit → lehce zdrsnit → odstranit prach → odmastit → lepit | Anaeroby: aktivátor často zlepší opakovatelnost; doporučené testy | Proměnlivost povrchu mezi šaržemi |
| Nerezová ocel | Odmastit → zdrsnit → odstranit prach → odmastit → lepit | Anaeroby: aktivátor často doporučen; CA: někdy pomůže v chladu | Pasyvita + příliš hladký povrch |
| Hliník | Odmastit → zdrsnit → odstranit prach → odmastit → lepit rychle po přípravě | Anaeroby: aktivátor často doporučen; kritické spoje vyžadují ověření | Oxidy + příliš dlouhá prodleva mezi přípravou a lepením |
| Mosaz | Odmastit → (vol.) lehce zdrsnit → odmastit → lepit | Obvykle bez; klíč je odmaštění | Zbytky obráběcího oleje |
| Sklo / keramika | Odmastit → nedotýkat se → lepit | PU: primer je velmi častý; ve vlhku je proces citlivější | Otisky prstů / nedostatečné vysušení |
| Lak / práškový lak | Odmastit → ověřit nosnost povlaku → (vol.) zdrsnit → odmastit → lepit | PU/MS: promotor u těžkých povlaků; někdy je nutné povlak odstranit | Lepení „na barvu“, která se sama odlupuje |
| PE / PP | Odmastit → korona/plazma → lepit rychle | CA: primer pro polyolefiny je často nutný; bez aktivace je to loterie | Příliš dlouho po aktivaci + bez kontroly energie |
| POM | Odmastit → (doporučeno) plazma → lepit (ověřit) | Často vyžaduje aktivaci; někdy je potřeba „projektový“ přístup | Nestabilní adheze mezi sériemi |
| Kompozity GFRP/CFRP | Odmastit → zdrsnit → odstranit prach → odmastit → lepit | Plazma zlepšuje opakovatelnost (hlavně po skladování) | Prach/„smear“ pryskyřice po obrábění |
| Dřevo | Odprášit → (vol.) přebrousit → odprášit → lepit | Primer zřídka; důležitější je vlhkost a savost | Vlhkost / prach / vsáknutí lepidla do pórů |
7) Nejčastější chyby, které způsobují reklamaci (a jak je vyříznout z procesu)
U většiny reklamací není problém v lepidle, ale v opakovatelnosti procesu: dotýkání po odmaštění, vynechané odstranění prachu, kondenzace na studených dílech nebo příliš silná vrstva primeru. Níže je seznam chyb, které dělají reálný rozdíl – a jak je odstranit.
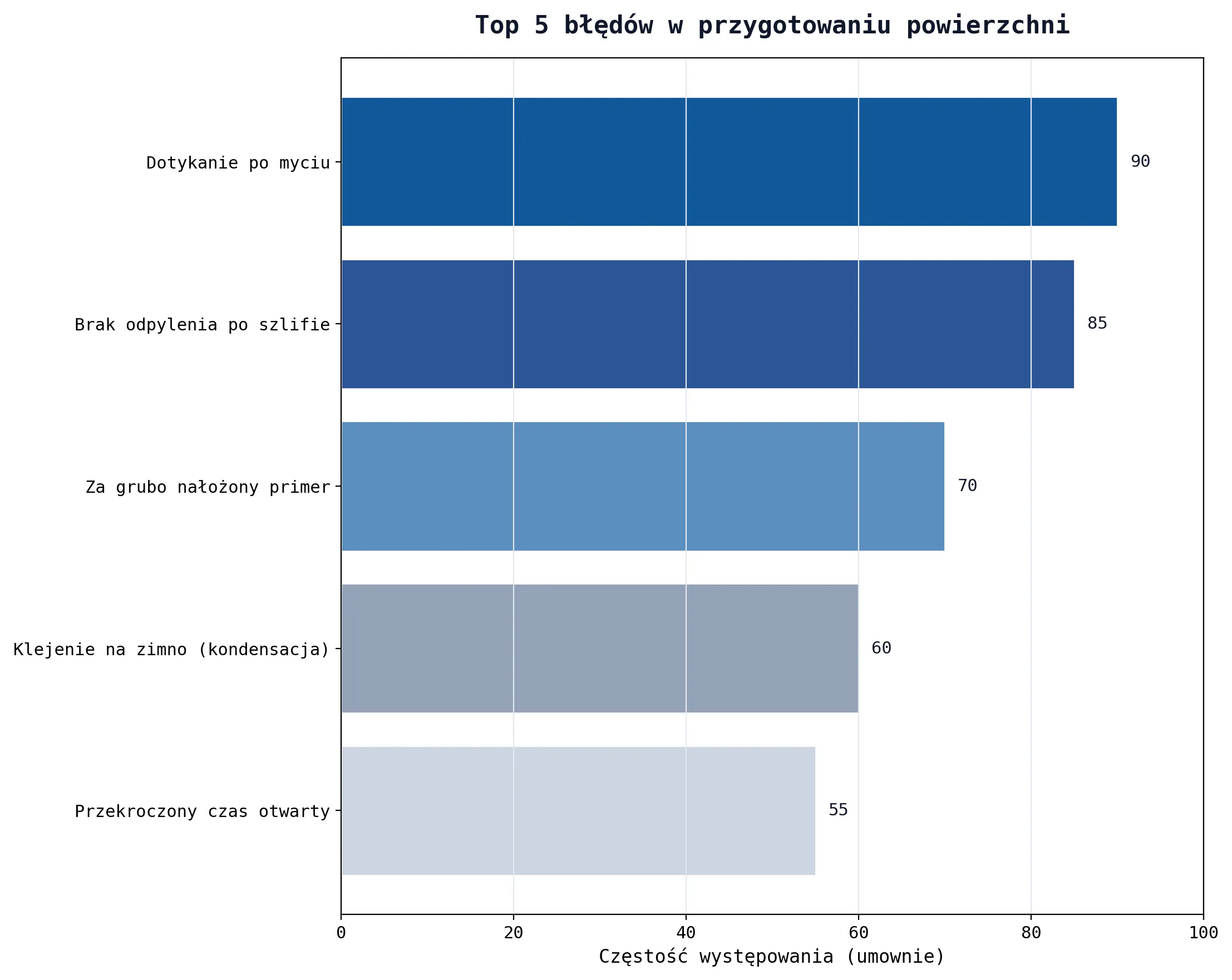
1) Dotýkání po čištění – zaveďte pravidlo: lepená zóna se bere jen v čistých rukavicích a mimo oblast lepidla.
2) Bez odstranění prachu po broušení – prach je separační vrstva. Odprášit + finálně odmašťovat.
3) Příliš silná vrstva primeru – primer má být film, ne „lak“.
4) Lepené na studeném dílu – kondenzát = nulová adheze.
5) Překročené časové okno po aktivaci – plazma/korona stárne, lepit co nejdříve.
8) Checklist pro údržbu / výrobu (zavedete za 1 den)
✅ Jednoznačný standard odmaštění (čistič + metoda dvou utěrek).
✅ Zákaz dotyku lepené zóny po čištění (a kontrola na pracovišti).
✅ Odprášení po mechanické přípravě jako povinný krok.
✅ Pro PE/PP/POM: rozhodnutí „aktivace (korona/plazma) nebo primer“ + pravidlo časového okna.
✅ Jednoduchá kontrola procesu (water-break / DYNE) jako kontrola kvality.
FAQ — otázky, které opravdu padají v údržbě a ve vyhledávání
Jak odmastit ocel před lepením, aby spoj nepovolil po týdnu?
Použijte čistič, netřepivé utěrky a metodu dvou utěrek. Nejčastěji není problém „špatné lepidlo“, ale rozmazaný olej a dotyk po čištění.
Proč lepidlo nedrží na zinku (Zn), když na oceli funguje?
Zinek může být proměnlivý mezi šaržemi a pro některé chemie „pasyvní“. Pomůže lehké zdrsnění, čistota a u anaerobů často aktivátor pro opakovatelnost.
Co udělat, aby CA držel na PE/PP?
Bez aktivace (korona/plazma) a/nebo primeru pro polyolefiny je výsledek často náhodný. Pokud je spoj kritický, otestujte to na reálném dílu.
Kolik času mám po plazmě/koroně na lepení?
Záleží na materiálu a procesu, ale pravidlo je jednoduché: lepit co nejdříve po aktivaci a držet stabilní parametry (vzdálenost, výkon, rychlost).
Musím zdrsnit hliník před lepením epoxidem?
U zatížených spojů nejčastěji ano, protože zdrsnění + odstranění prachu + odmaštění zvyšují opakovatelnost. U jednoduchých aplikací někdy stačí perfektní odmaštění, ale ověřte na vzorcích.
Primer nebo aktivátor — co zvolit?
Primer zvyšuje dlouhodobou adhezi (chemický „most“), aktivátor častěji stabilizuje/odstartuje reakci na pasivních kovech (např. nerez/hliník u anaerobů). Výběr vždy potvrďte testem.
Souhrn a rychlá pomoc s výběrem
Pokud chcete snížit reklamace, začněte dvěma věcmi: opakovatelným odmaštěním a nulovým dotykem lepené zóny po čištění. Teprve potom přidávejte aktivaci nebo primer tam, kde to reálně zvyšuje opakovatelnost (PE/PP, pasivní kovy, sklo u PU systémů).
Chcete pomoct s nastavením procesu? Napište, z jakých materiálů je díl, jaké jsou podmínky (vlhkost/teplota/chemie) a jaký typ lepidla zvažujete — navrhneme nejkratší cestu ke stabilnímu výsledku a vhodné produkty.
Podpis experta
Maciej Klus
Specialista na lepení a přípravu povrchu – Melkib (Cieszyn)
Pomáháme firmám vybrat správnou chemii a postup pro reálné podklady a reálné provozní podmínky (vlhkost, teplota, vibrace, chemie). Pokud chcete snížit riziko reklamací, připravte: materiál, popis zatížení a prostředí a fotografie dílu – doporučíme optimální proces a produkty.






