 Loctite Henkel Premium Partner
Loctite Henkel Premium Partner darmowa dostawa od 300 zł*
darmowa dostawa od 300 zł*  +48 509 336 666
+48 509 336 666




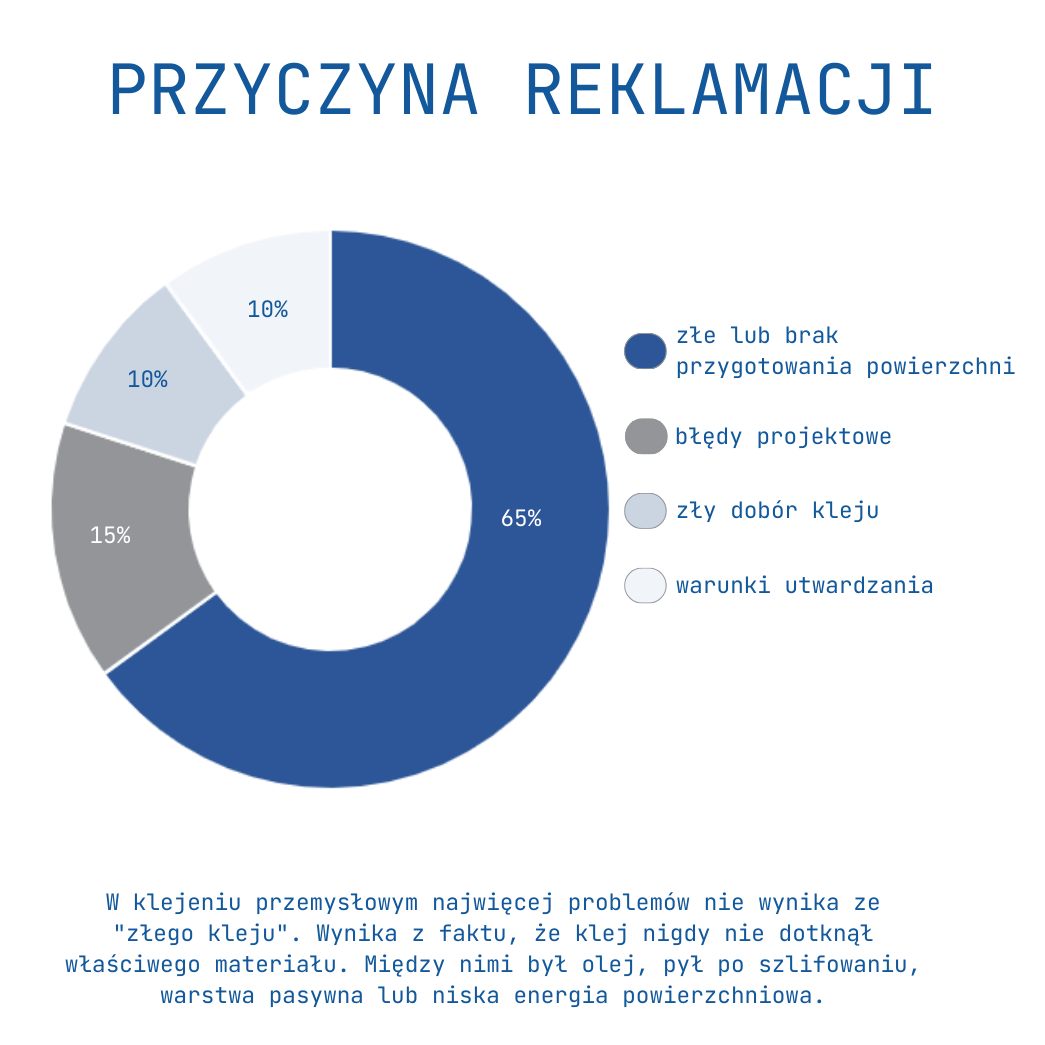
Jeśli w Twojej firmie „klej raz trzyma, raz nie”, a reklamacje wracają mimo zmiany produktu – w 90% przypadków problem leży w powierzchni i powtarzalności procesu, nie w samej tubce.
Najważniejsza zasada wspólna (do wydrukowania na produkcję): zawsze odtłuszczaj i nie dotykaj strefy klejenia po czyszczeniu (nawet w rękawicach). To najprostszy „zysk jakości”, jaki możesz wdrożyć od ręki.
1) Szybka ściąga: co robimy zawsze, zanim w ogóle myślimy o primerze
Żeby klej miał szansę związać z podłożem, muszą zadziałać dwie rzeczy: zwilżenie (klej musi „rozlać się” po materiale) i adhezja (połączenie na granicy faz). Olej, silikon, kurz po szlifie albo kondensat z zimnego detalu potrafią to zabić w kilka sekund.
Minimalny standard procesu: (1) odtłuszczanie → (2) obróbka mechaniczna tylko wtedy, gdy ma sens → (3) odpylanie → (4) odtłuszczanie „na gotowo” → (5) klejenie w oknie czasowym. Jeśli wchodzisz w plazmę/koronę lub primer, te kroki muszą być zrobione perfekcyjnie – inaczej „dokładasz koszt” bez stabilizacji wyniku.
2) Odtłuszczanie, które naprawdę działa (i nie rozmazuje brudu)
W praktyce przemysłowej największy błąd to „przetarcie raz i gotowe”. Działa to jak mycie podłogi brudną wodą – zabrudzenie wraca na detal.
Technika 2-ściereczek (polecana przy UR i krótkich seriach)
Krok 1: pierwsze przetarcie zbiera główny brud (oleje, chłodziwa, pył). Krok 2: drugie przetarcie świeżym czyściwem „domyka” odtłuszczenie. Zasada: jedno przetarcie = jedna czysta strona czyściwa. Po czyszczeniu nie dotykaj strefy klejenia.
Rekomendowane cleanery bazowe:
[product id="3526,2242,3652"]
Proste testy kontroli jakości (bez laboratorium)
Test kropli wody (water-break test): jeśli woda robi równy film – zwykle jest dobrze. Jeśli „ucieka” i zrywa się – masz tłuszcz/silikon. Markery DYNE: szybka ocena energii powierzchniowej na tworzywach (przydatne szczególnie przy PE/PP).
Co to są markery DYNE i jak z nich korzystać w praktyce
Markery DYNE (często nazywane też „pisakami dyne” albo „test ink”) to proste narzędzie do szybkiej oceny energii powierzchniowej materiału, czyli tego, czy klej będzie miał szansę dobrze zwilżyć podłoże. To szczególnie ważne przy tworzywach o niskiej energii powierzchniowej (LSE), takich jak PE, PP czy często także POM.
Jak działa test DYNE? Rysujesz na powierzchni linię markerem o określonej wartości (np. 38, 40, 42 dyn/cm). Jeśli linia przez krótką chwilę pozostaje „ciągła” (nie ucieka w kropelki), to znaczy, że powierzchnia ma co najmniej taką energię, jak marker. Jeśli linia się rozrywa lub „ucieka”, energia jest niższa.
Krok po kroku (najprostsza procedura):
✅ 1) Odtłuść i wysusz próbkę (i nie dotykaj strefy testu po czyszczeniu).
✅ 2) Zrób próbę markerem o niższej wartości (np. 38 dyn/cm).
✅ 3) Narysuj krótką linię i obserwuj przez ok. 2 sekundy.
✅ 4) Jeśli linia jest ciągła – idź wyżej (np. 40, potem 42). Jeśli się rozrywa – idź niżej.
✅ 5) Zapisz wynik i trzymaj standard procesu: ten sam cleaner, te same czasy, ta sama procedura.
Ważne ograniczenia: marker DYNE nie „gwarantuje” trwałości połączenia. To test kontrolny procesu (czy powierzchnia jest aktywna i powtarzalna). Finalnie liczy się test na realnym detalu oraz warunki pracy (wilgoć, temperatura, chemia, UV).
BHP: tusze DYNE bywają rozpuszczalnikowe – stosuj rękawice, wentylację i nie testuj na powierzchniach, które nie mogą mieć kontaktu z taką chemią.
3) Matowienie i odpylanie: kiedy to robi różnicę
Obróbka mechaniczna ma sens, gdy potrzebujesz adhezji „konstrukcyjnej” (obciążenia, udar, zmęczenie) albo gdy podłoże ma słabą warstwę wierzchnią (tlenki, naloty, problematyczne powłoki). Kluczowe: po szlifowaniu/piaskowaniu zawsze odpyl i zrób finalne odtłuszczenie – inaczej kleisz pył, nie materiał.
4) Aktywacja powierzchni: korona i plazma (oraz dlaczego liczy się czas)
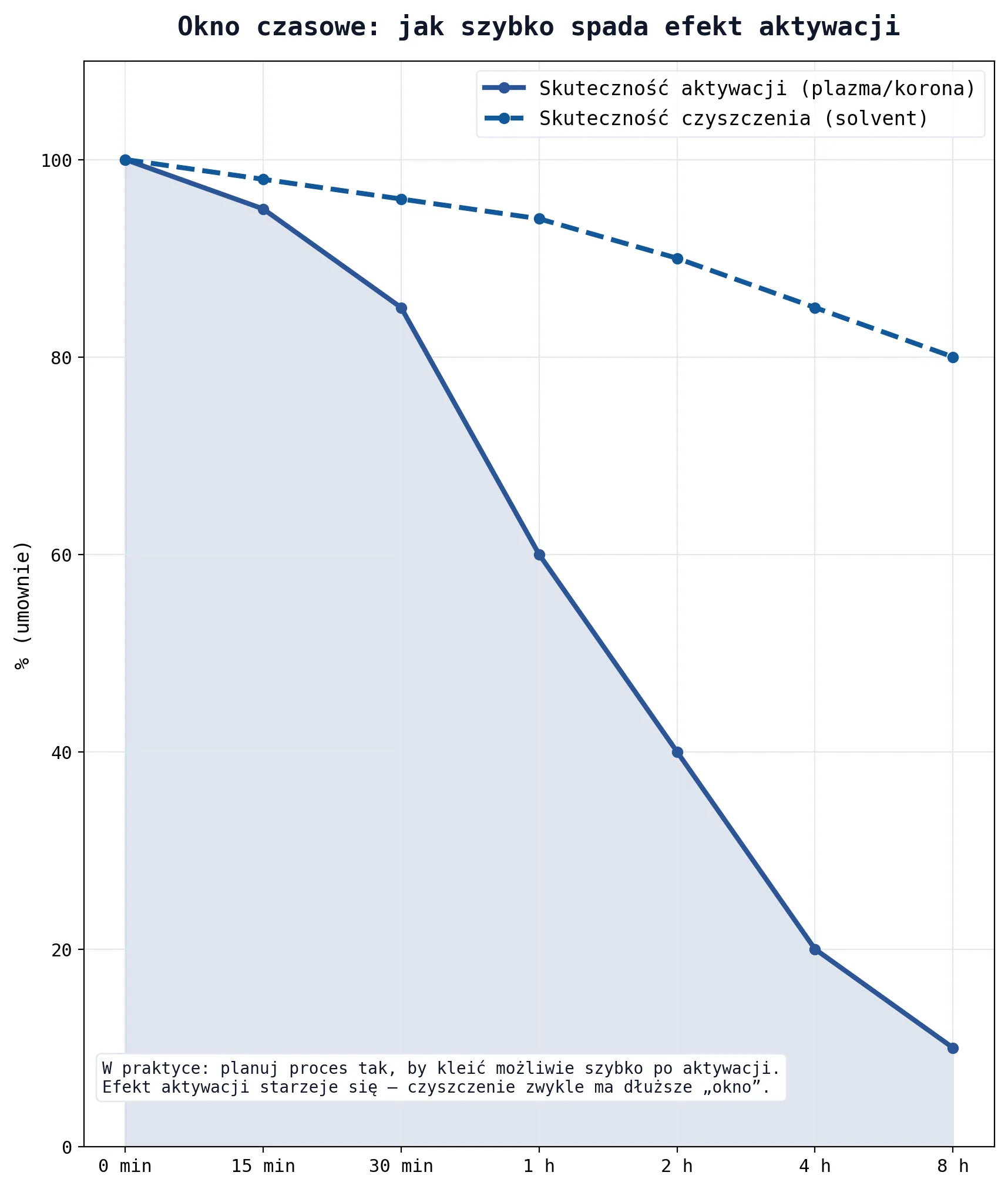
Na PE/PP/POM problemem nie jest „brud”, tylko niska energia powierzchniowa – klej nie chce zwilżać i nie tworzy stabilnej adhezji. Aktywacja (korona/plazma) podnosi energię i poprawia powtarzalność, ale ma jedną pułapkę: efekt starzeje się. Dlatego planuj proces tak, aby kleić możliwie szybko po aktywacji.
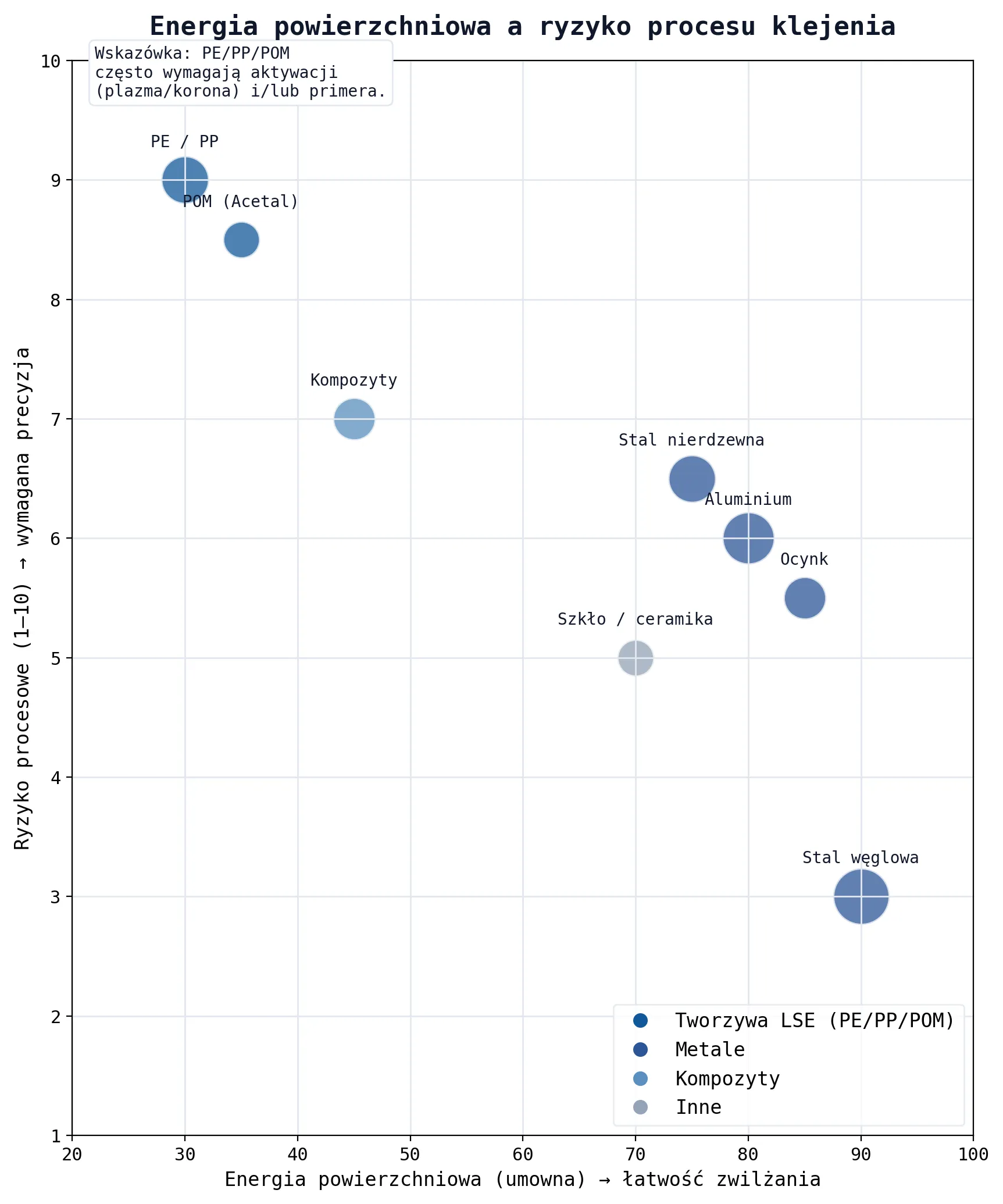
PE/PP/POM = wysokie ryzyko procesu bez aktywacji/primera.
5) Primer i aktywator: kiedy to jest „must-have”, a kiedy tylko koszt
W produkcji słowa „primer” i „aktywator” bywają mieszane, ale technicznie pełnią różne role:
Primer buduje warstwę pośrednią i podnosi długoterminową adhezję. Aktywator zwykle poprawia start/kinetykę utwardzania (np. na metalach pasywnych przy anaerobach) i stabilizuje wynik, gdy bez niego „raz jest OK, raz nie”.
Przypadki, w których primer/aktywator najczęściej ratuje wynik
PE/PP + cyjanoakryl (CA): bardzo często potrzebujesz LOCTITE SF 770 (primer do poliolefin) i/lub aktywacji (plazma/korona).
Nierdzewka / aluminium / ocynk + anaerob (gwinty/pasowania): dla powtarzalności często dodaje się LOCTITE SF 7649 (aktywator do anaerobów).
Szkło + klejenie PU (np. tematy „pod szybę”): zamiast PU 8519 P / 8517 H możesz użyć dostępnego u nas TEROSON BOND ALL IN ONE PRIMER (zawsze według TDS i w realnych warunkach aplikacji).
Lakiery/powłoki + PU/MS: jeśli powłoka jest trudna lub wynik niestabilny, promotor typu TEROSON SB 450 bywa kluczowy – ale najpierw oceń nośność powłoki (czasem trzeba ją usunąć).
[product id="2026,2027,2244,3640"]
6) Matryca praktyczna: materiał → minimalny proces przygotowania
Miejsce na grafikę: „MATRYCA DECYZYJNA” jako wprowadzenie do tabeli.
| Materiał | Minimalny proces (kolejność) | Kiedy aktywacja/primer/aktywator jest potrzebny | Najczęstsza pułapka |
|---|---|---|---|
| Stal węglowa | Odtłuść → (opc.) matowienie → odpyl → odtłuść → klej | Rzadko; zwykle wystarcza czystość i powtarzalność | Dotykanie po myciu / pył po szlifie |
| Stal ocynkowana (Zn) | Odtłuść → lekkie matowienie → odpyl → odtłuść → klej | Anaeroby: często aktywator dla powtarzalności; testy wskazane | „Śliska” warstwa i zmienność powierzchni między partiami |
| Stal nierdzewna | Odtłuść → matowienie → odpyl → odtłuść → klej | Anaeroby: często aktywator; CA: czasem przyspieszenie w zimnie | Zbyt gładka powierzchnia + pasywność |
| Aluminium | Odtłuść → matowienie → odpyl → odtłuść → klej szybko po przygotowaniu | Anaeroby: często aktywator; w krytycznych połączeniach liczą się testy | Tlenki + zbyt długi czas od przygotowania do klejenia |
| Mosiądz | Odtłuść → (opc.) lekkie matowienie → odtłuść → klej | Zwykle bez; klucz to odtłuszczenie | Resztki oleju obróbkowego |
| Szkło / ceramika | Odtłuść → nie dotykaj → klej | PU „pod szybę”: primer bardzo często; w wilgoci rośnie znaczenie procesu | Ślady palców / niedosuszenie po myciu |
| Lakier / proszek | Odtłuść → test nośności powłoki → (opc.) matowienie → odtłuść → klej | PU/MS: promotor przy trudnych powłokach; czasem trzeba usunąć powłokę | Klejenie „do farby”, która sama odchodzi |
| PE / PP | Odtłuść → korona/plazma → klej szybko | CA: często primer do poliolefin; bez aktywacji zwykle loteria | Za długi czas po aktywacji + brak kontroli energii |
| POM | Odtłuść → (zalec.) plazma → klej (test) | Często wymaga aktywacji; czasem potrzebne podejście „projektowe” | Niestabilna adhezja między seriami |
| Kompozyty GFRP/CFRP | Odtłuść → matowienie → odpyl → odtłuść → klej | Plazma pomaga w powtarzalności (zwłaszcza po magazynowaniu) | Pył/żywica na powierzchni po obróbce |
| Drewno | Odpyl → (opc.) szlif → odpyl → klej | Primer rzadko; ważniejsza wilgotność i chłonność | Wilgoć / kurz / „przepicie” kleju w por |
7) Najczęstsze błędy, które powodują reklamacje (i jak je wyciąć z procesu)
W większości reklamacji problem nie leży w kleju, tylko w powtarzalności procesu: dotykaniu strefy po odtłuszczaniu, braku odpylenia, kondensacji na zimnych detalach albo zbyt grubym filmie primera. Poniżej lista błędów, które realnie robią różnicę – i sposoby, jak je wyeliminować.
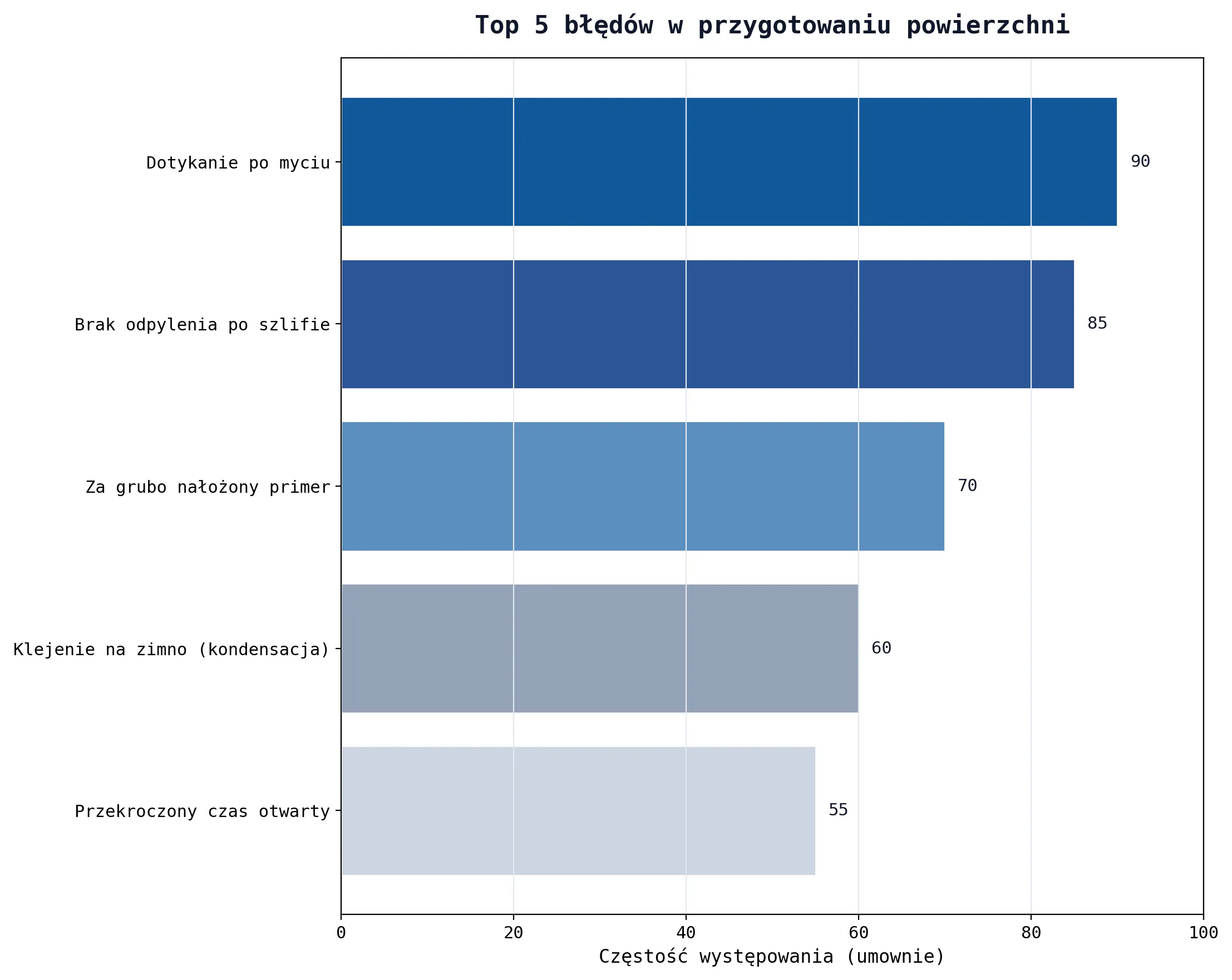
1) Dotykanie po myciu – wprowadź zasadę: strefę klejenia dotykamy tylko w rękawicach i tylko poza obszarem kleju.
2) Brak odpylania po szlifie – pył to separacja. Odpyl + odtłuść „na gotowo”.
3) Primer nałożony za grubo – primer ma być filmem, nie lakierem.
4) Klejenie na zimnym detalu – kondensat = zero adhezji.
5) Przekroczone okno czasowe po aktywacji – plazma/korona starzeje się, klej szybko po procesie.
8) Checklista dla UR / Produkcji (wdrożenie w 1 dzień)
✅ Jednoznaczny standard odtłuszczania (cleaner + technika 2-ściereczek).
✅ Zakaz dotykania strefy klejenia po myciu (i kontrola na gnieździe).
✅ Odpylanie po obróbce mechanicznej jako etap obowiązkowy.
✅ Dla PE/PP/POM: decyzja „aktywacja (korona/plazma) czy primer” + zasada okna czasowego.
✅ Prosty test procesu (water-break / dyne) jako kontrola jakości, nie „laboratorium”.
FAQ — pytania, które naprawdę padają w UR i w wyszukiwarce
Jak odtłuścić stal przed klejeniem, żeby klej nie puścił po tygodniu?
Użyj cleanera, czyściwa niepylącego i techniki 2-ściereczek. Najczęściej problemem nie jest „zły klej”, tylko rozmazany olej i dotykanie po myciu.
Dlaczego klej nie trzyma na ocynku (Zn), mimo że na stali działa?
Ocynk bywa zmienny między partiami i „pasywny” dla części chemii. Pomaga lekkie matowienie, czystość i w anaerobach często aktywator dla powtarzalności.
Co zrobić, żeby CA trzymał na PE/PP?
Bez aktywacji (korona/plazma) i/lub primera do poliolefin wynik bywa losowy. Jeśli to połączenie krytyczne – zrób test na realnym detalu.
Ile czasu mam po plazmie/koronie na klejenie?
To zależy od materiału i procesu, ale zasada jest prosta: klej możliwie szybko po aktywacji i trzymaj stałe parametry (odległość, moc, prędkość).
Czy muszę matowić aluminium przed klejeniem epoksydem?
W połączeniach obciążonych – najczęściej tak, bo matowienie + odpylanie + odtłuszczenie poprawiają powtarzalność. W prostych aplikacjach czasem wystarczy perfekcyjne odtłuszczenie, ale sprawdź na próbkach.
Primer czy aktywator — co wybrać?
Primer zwykle poprawia długoterminową adhezję (most chemiczny), a aktywator częściej stabilizuje/uruchamia reakcję na trudnych metalach (np. nierdzewka/aluminium przy anaerobach). Dobór zawsze potwierdź testem.
Podsumowanie i szybka pomoc w doborze
Jeśli chcesz ograniczyć reklamacje, zacznij od dwóch rzeczy: powtarzalne odtłuszczanie i brak dotykania strefy klejenia po myciu. Dopiero potem dokładamy aktywację lub primer tam, gdzie to realnie podnosi powtarzalność (PE/PP, pasywne metale, szkło pod systemy PU).
Opracowanie merytoryczne: Zespół doradztwa technicznego Melkib (praktyka UR i wdrożenia przemysłowe).
Uwaga: w aplikacjach krytycznych zawsze potwierdź dobór i proces na realnych detalach oraz warunkach pracy, zgodnie z TDS/SDS produktów.
Chcesz, żebyśmy pomogli dobrać proces? Napisz, z jakich materiałów jest detal, jakie są warunki pracy (wilgoć/temperatura/chemia) i jaki typ kleju rozważasz — podpowiemy najkrótszą ścieżkę do stabilnego wyniku.
Podpis eksperta
Maciej Klus
Specjalista ds. klejenia i przygotowania powierzchni – Melkib (Cieszyn)
Na co dzień pomagamy firmom dobrać chemię i procedurę pod realne podłoża oraz warunki pracy (wilgoć, temperatura, drgania, chemia). Jeśli chcesz ograniczyć ryzyko reklamacji, przygotuj: materiał, opis obciążeń i środowiska oraz zdjęcia detalu – podpowiemy optymalny proces i produkty.






