 Loctite Henkel Premium Partner
Loctite Henkel Premium Partner darmowa dostawa od 300 zł*
darmowa dostawa od 300 zł*  +48 509 336 666
+48 509 336 666




Jaki klej do plastiku? Sprawdzone rodzaje i zasady doboru
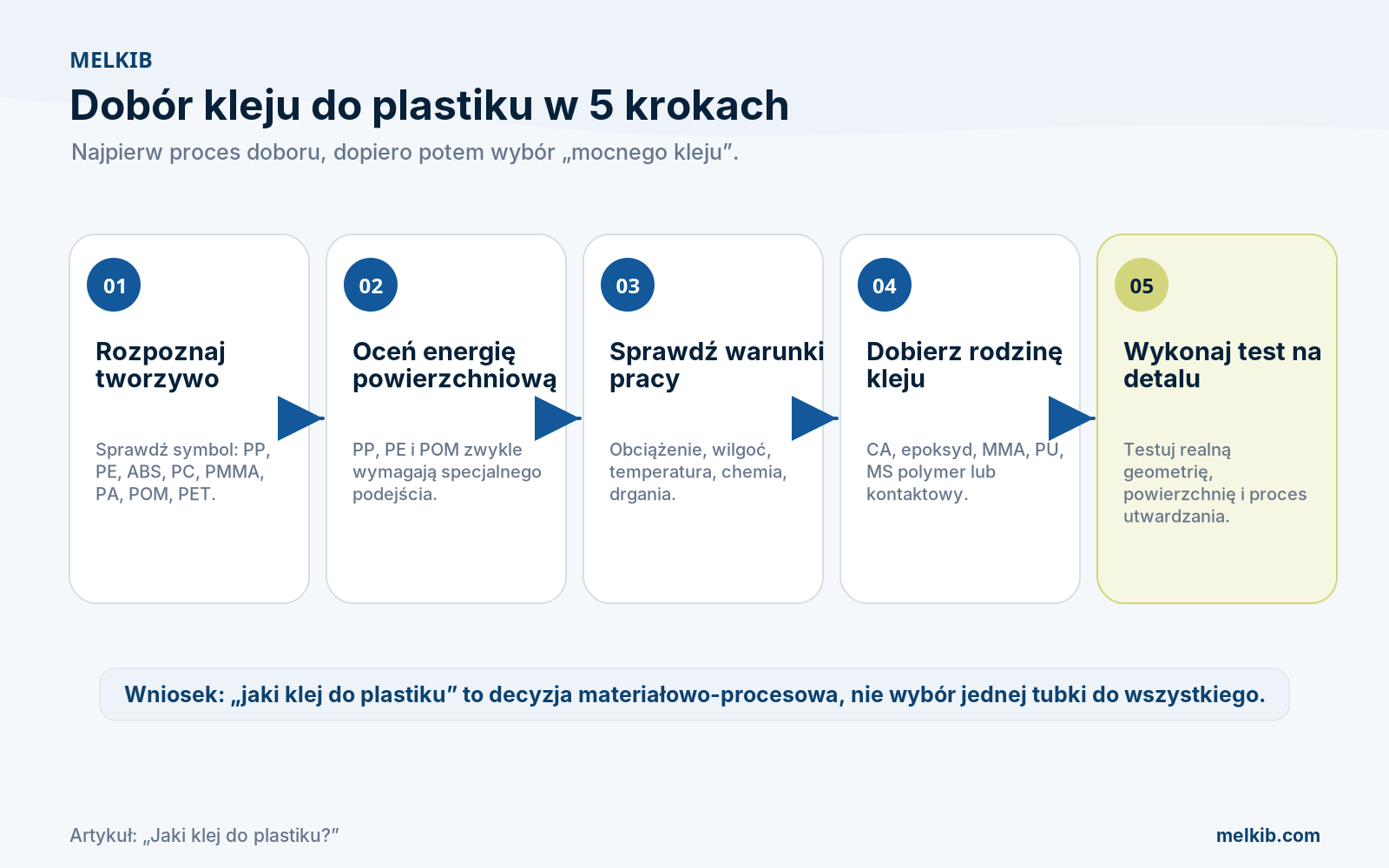
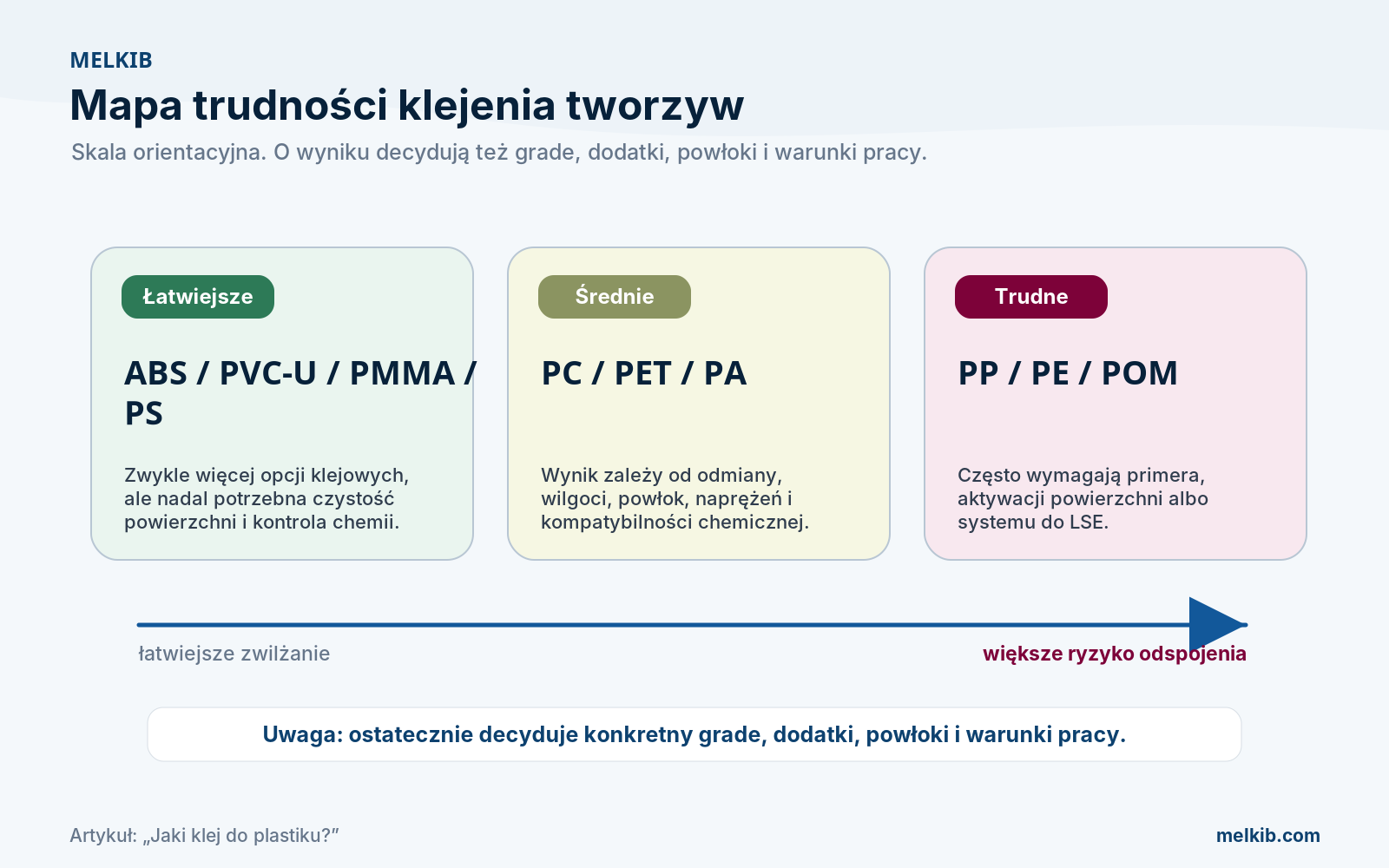
Najpierw trzeba rozpoznać rodzaj plastiku, dopiero później wybierać klej. PP i PE są zwykle znacznie trudniejsze do klejenia niż ABS, PVC czy PS, ponieważ mają niską energię powierzchniową i często wymagają primera, aktywacji albo specjalnego systemu klejowego. Wybór zależy od materiału, warunków pracy, geometrii złącza, przygotowania powierzchni, szczeliny i wymagań procesu. Dlatego „klej do plastiku mocny” bez kontekstu może być złym wyborem: połączenie może puścić w produkcji, w eksploatacji albo po kontakcie z temperaturą, wilgocią, chemią lub drganiami.
Spis treści
2) Czym skleić plastik? Najpierw sprawdź, co kleisz
3) Dlaczego PP, PE i POM są trudniejsze do klejenia?
4) Uwaga na pękanie naprężeniowe przy PC, PMMA, PS i ABS
5) Jaki klej do plastiku? Porównanie rodzajów
6) Co do czego? Dobór kleju do typowych połączeń
7) Jak kleić plastik, żeby połączenie nie puściło?
8) Jak interpretować wynik testu klejenia?
9) Najczęstsze błędy przy klejeniu plastiku
10) Kiedy nie dobierać kleju bez testu?
11) FAQ
12) Podsumowanie: jak wybrać klej do plastiku bez zgadywania
13) Źródła i materiały techniczne
Najważniejsze wnioski
- Nie ma jednego uniwersalnego kleju do plastiku. Dobór zaczyna się od identyfikacji tworzywa.
- PP, PE i POM zwykle wymagają specjalnego podejścia: primera, aktywatora, obróbki powierzchni albo kleju do tworzyw niskoenergetycznych.
- ABS, PVC, PS, PMMA i PC są zwykle łatwiejsze lub średnio trudne do klejenia, ale nadal wymagają weryfikacji na konkretnym detalu.
- Klej trzeba dobrać do obciążenia, temperatury, wilgoci, chemii, drgań, szczeliny i czasu procesu.
- Przy zastosowaniach produkcyjnych potrzebny jest test na realnym detalu, a nie tylko próba na przypadkowym kawałku plastiku.
Czym skleić plastik? Najpierw sprawdź, co kleisz
Najczęstszy błąd przy pytaniu „czym skleić plastik” polega na tym, że plastik traktuje się jak jeden materiał. W praktyce ABS, PP, PE, PC, PMMA, POM, PA i PVC mogą wyglądać podobnie, ale mają inną energię powierzchniową, odporność chemiczną, sztywność, wrażliwość na rozpuszczalniki i podatność na pękanie naprężeniowe. To oznacza, że ten sam klej może dobrze zadziałać na ABS, ale całkowicie zawieść na PP albo POM.
Jeśli na detalu znajduje się oznaczenie materiału, od niego należy zacząć dobór. Symbol typu PP, PE-HD, ABS, PC, PA6, POM albo PMMA jest ważniejszy niż potoczny opis „twardy plastik”. Jeżeli oznaczenia nie ma, nie warto zgadywać po samym wyglądzie. W aplikacji produkcyjnej trzeba potwierdzić materiał w dokumentacji, u dostawcy detalu albo wykonać próbę technologiczną.
Dobrym punktem startowym do dalszego doboru są kleje do tworzyw sztucznych, ale kategoria produktowa nie zastępuje analizy materiału. Przy technologicznym wdrożeniu liczy się nie tylko to, czy klej „łapie”, ale czy połączenie będzie powtarzalne, odporne na warunki pracy i możliwe do utrzymania w procesie.
Dlaczego PP, PE i POM są trudniejsze do klejenia?
PP, PE i POM należą do tworzyw, które często mają niską energię powierzchniową. W praktyce oznacza to, że klej słabo zwilża powierzchnię: zamiast rozpływać się cienką warstwą, może perlić się jak kropla wody na tłustej powierzchni. Jeżeli nie ma dobrego zwilżenia, nie ma stabilnej adhezji, nawet gdy sam klej ma wysoką wytrzymałość katalogową.
Dlatego przy PP, PE i POM zwykły klej cyjanoakrylowy, standardowy epoksyd albo klej „uniwersalny” często nie wystarcza. Trzeba rozważyć aktywatory i primery, specjalne kleje do tworzyw niskoenergetycznych, obróbkę plazmową, koronową, płomieniową albo inną metodę modyfikacji powierzchni. Pominięcie tego etapu może skutkować odspojeniem bez widocznego uszkodzenia plastiku.
Uwaga na pękanie naprężeniowe przy PC, PMMA, PS i ABS
Łatwiejsze zwilżanie nie oznacza braku ryzyka. Poliwęglan, PMMA, PS i niektóre odmiany ABS mogą reagować spękaniami, zmatowieniem albo kruchym pękaniem, jeśli zastosujesz zbyt agresywny rozpuszczalnik, zbyt dużą ilość kleju, niewłaściwy aktywator albo obciążysz detal pod naprężeniem. Przy elementach przezroczystych, optycznych, naprężonych albo estetycznych test kompatybilności jest obowiązkowy.
|
Tworzywa sztuczne a trudność klejenia |
|||||
|---|---|---|---|---|---|
|
Tworzywo |
Pełna nazwa |
Trudność klejenia |
Typowe zastosowania |
Jakie kleje zwykle rozważyć |
Ryzyka i uwagi |
|
PP |
Polipropylen |
Trudne |
Obudowy, zbiorniki, elementy automotive, pojemniki |
MMA do LSE, cyjanoakrylowe z primerem, systemy specjalne |
Niska energia powierzchniowa. Bez aktywacji połączenie może odspoić się bardzo szybko. |
|
PE |
Polietylen |
Trudne |
Folie, pojemniki, zbiorniki, elementy techniczne |
MMA do LSE, cyjanoakrylowe z primerem, rozwiązania dedykowane |
Zwykły epoksyd lub zwykły CA często nie wystarczy. Wymagany test zwilżania i adhezji. |
|
ABS |
Akrylonitryl-butadien-styren |
Łatwe do średnich |
Obudowy, osłony, panele, elementy urządzeń |
Cyjanoakrylowe, epoksydowe, MMA, poliuretanowe |
Uwaga na dodatki, środki rozdzielające i pękanie naprężeniowe przy agresywnej chemii. |
|
PVC |
Polichlorek winylu |
Łatwe dla PVC twardego, trudniejsze dla elastycznego |
Rury, profile, izolacje, elementy techniczne |
Kleje rozpuszczalnikowe, MMA, epoksydowe, cyjanoakrylowe, PU |
Plastyfikowane PVC wymaga testu, bo migracja plastyfikatorów może osłabić spoinę. |
|
PS |
Polistyren |
Średnie |
Opakowania, elementy termoformowane, modele |
Cyjanoakrylowe, MMA, kleje do styrenu, wybrane epoksydy |
Materiał bywa kruchy i wrażliwy na rozpuszczalniki. Ryzyko spękań i zmatowienia. |
|
PC |
Poliwęglan |
Średnie |
Osłony maszyn, ekrany, szybki, elementy przezroczyste |
PU, MMA, epoksydowe elastyczne, wybrane CA po teście |
Duże ryzyko pękania naprężeniowego i uszkodzeń optycznych przy złej chemii. |
|
PMMA |
Polimetakrylan metylu |
Łatwe, ale wrażliwe estetycznie |
Plexi, osłony, reklama, elementy transparentne |
Kleje rozpuszczalnikowe, UV, MMA, wybrane CA |
Nadmiar kleju może powodować zmatowienie, spękania lub nieestetyczną spoinę. |
|
PA / nylon |
Poliamid |
Średnie do trudnych |
Tuleje, prowadnice, koła, komponenty techniczne |
MMA, epoksydowe elastyczne, PU, wybrane CA |
Wynik zależy od typu PA, wilgoci, dodatków i środków formierskich. |
|
POM |
Poliacetal |
Bardzo trudne |
Elementy ślizgowe, koła zębate, zatrzaski, części precyzyjne |
Systemy specjalne, MMA do trudnych tworzyw, CA z primerem, po obróbce |
Materiał projektowany pod niski współczynnik tarcia. Bez przygotowania klejenie jest ryzykowne. |
|
PET |
Politereftalan etylenu |
Średnie |
Folie, opakowania, elementy termoformowane, detale techniczne |
Cyjanoakrylowe, MMA, epoksydowe, systemy specjalne |
Wynik zależy od odmiany, geometrii i stanu powierzchni. Wymagana próba. |
Jaki klej do plastiku? Porównanie rodzajów
Nie warto zaczynać od pytania „czym najlepiej skleić plastik”, jeśli nie wiadomo, jaki to plastik i jak będzie pracował detal. Lepsze pytanie brzmi: która rodzina klejów pasuje do materiału, geometrii, czasu procesu i warunków eksploatacji. Poniżej znajduje się praktyczne porównanie kategorii, bez wskazywania konkretnego SKU w ciemno.

Kleje cyjanoakrylowe
Kleje cyjanoakrylowe warto rozważyć przy małych, dobrze spasowanych detalach, szybkich naprawach, montażu punktowym i krótkim czasie ustalenia. Ich mocną stroną jest szybkość, prosta aplikacja i przydatność przy wielu tworzywach, gumach i metalach. Dobrze sprawdzają się tam, gdzie szczelina jest niewielka, a połączenie nie pracuje silnie na odrywanie.
Ograniczeniem jest mała odporność na większą szczelinę, udar, odrywanie, długotrwałą wilgoć i drgania. Przy PP, PE i POM zwykle potrzebny jest primer lub specjalne rozwiązanie. Przy PC, PS i PMMA trzeba uważać na pękanie naprężeniowe, białe wykwity i pogorszenie estetyki powierzchni.
Najlepsze zastosowanie: szybki montaż, naprawy, małe detale, prototypowanie i procesy, w których geometria złącza jest dobrze kontrolowana.
Kleje epoksydowe
Kleje epoksydowe są dobrym kierunkiem, gdy potrzebna jest sztywna spoina, odporność chemiczna, wypełnienie szczeliny i stabilne połączenie statyczne. Często rozważa się je przy połączeniach plastik-metal, elementach konstrukcyjnych, naprawach technicznych i złączach, w których istotna jest odporność na medium robocze.
Ich ograniczeniem jest sztywność. Jeżeli plastik pracuje, rozszerza się inaczej niż metal, jest narażony na drgania albo udar, zbyt krucha spoina może pęknąć. Epoksyd nie jest też automatycznym wyborem dla PP, PE i POM, szczególnie bez przygotowania powierzchni.
Najlepsze zastosowanie: montaż techniczny, połączenia statyczne, wypełnianie szczelin, złącza wymagające odporności chemicznej i stabilności.
Kleje metakrylowe / MMA
Kleje akrylowe / metakrylowe są często rozważane przy połączeniach konstrukcyjnych, tworzywach trudniejszych, mieszanych materiałach i tam, gdzie potrzebna jest większa odporność na udar niż w typowo sztywnym epoksydzie. Mogą być dobrym kierunkiem dla ABS, PA, PC, PVC, kompozytów oraz wybranych tworzyw niskoenergetycznych, jeśli system jest do tego przeznaczony.
Ograniczeniem mogą być zapach, egzoterma, skurcz, wymagania BHP i konieczność kontroli grubości spoiny. Przy cienkich, wrażliwych albo estetycznych detalach trzeba uważać, aby reakcja utwardzania nie spowodowała deformacji lub spękań.
W połączeniach typu plastik-metal, gdzie aplikacja wymaga kleju strukturalnego, przykładem rozwiązania do weryfikacji testowej może być Melkib MMA Super Power 150 ml. Nie należy jednak traktować go jako automatycznej rekomendacji do każdego plastiku. Decydują materiał, geometria, warunki pracy i wynik próby na realnym detalu.
Najlepsze zastosowanie: produkcja, montaż konstrukcyjny, tworzywa techniczne, połączenia mieszane, aplikacje wymagające odporności na udar i krótszego czasu procesu.
Kleje poliuretanowe
Kleje poliuretanowe warto rozważyć tam, gdzie złącze ma pracować elastycznie, tłumić drgania albo łączyć materiały o różnej rozszerzalności cieplnej. Mogą być przydatne w montażu, naprawach, połączeniach plastik-metal, plastik-guma i aplikacjach, gdzie sztywna spoina byłaby zbyt ryzykowna.
Nie zawsze będą najlepsze do małych, bardzo sztywnych i wysokoobciążonych złączy. Często wymagają dobrze przygotowanej powierzchni, kontroli warunków utwardzania i oceny odporności na temperaturę oraz wilgoć. W procesie produkcyjnym trzeba też uwzględnić czas utwardzania i wymagania aplikacyjne.
Najlepsze zastosowanie: montaż elastyczny, tłumienie drgań, kompensacja ruchu, połączenia materiałów różnoimiennych.
Kleje hybrydowe / MS polymer
Kleje hybrydowe i MS polymer sprawdzają się głównie tam, gdzie połączenie ma jednocześnie kleić, uszczelniać i kompensować ruch. Są dobrym kierunkiem dla większych powierzchni, paneli, elementów narażonych na wilgoć, drgania i warunki atmosferyczne.
Nie należy traktować ich jako pierwszego wyboru do małych, precyzyjnych i wysokoobciążonych węzłów konstrukcyjnych, gdzie potrzebna jest wysoka sztywność i mała grubość spoiny. Cure takich materiałów może zależeć od wilgoci, geometrii i grubości warstwy, co trzeba uwzględnić w procesie.
Najlepsze zastosowanie: elastyczne klejenie i uszczelnianie, większe powierzchnie, panele, elementy pracujące pod ruchem.
Silikony
Silikony mogą sprawdzać się jako elastyczne uszczelniacze albo rozwiązania do określonych aplikacji specjalistycznych. Nie powinny być jednak traktowane jako uniwersalny klej konstrukcyjny do plastiku. To ważne, bo na hali silikon bywa używany jako rozwiązanie „do wszystkiego”, a w połączeniach nośnych może to prowadzić do odspojenia, reworku albo reklamacji.
Jeśli element ma przenosić obciążenie, pracować pod drganiami albo być częścią procesu produkcyjnego, silikon bez walidacji jest ryzykowny. Może uszczelnić, ale nie musi zapewnić trwałego połączenia nośnego.
Najlepsze zastosowanie: uszczelnianie, elastyczne aplikacje specjalne, połączenia bez wysokiego obciążenia konstrukcyjnego.
Kleje kontaktowe
Kleje kontaktowe mają sens przy dużych powierzchniach, laminowaniu, okleinach, piankach, części połączeń plastik-drewno i naprawach warsztatowych. Ich zaletą jest szybka przyczepność początkowa i możliwość pracy na większych powierzchniach.
Ograniczeniem jest mała tolerancja na korektę pozycjonowania po złożeniu elementów. Nie są też uniwersalnym rozwiązaniem do małych, precyzyjnych, wysokoobciążonych połączeń technicznych ani do detali, które mają pracować w trudnych warunkach bez dodatkowej walidacji.
Najlepsze zastosowanie: laminowanie, duże powierzchnie, naprawy warsztatowe, połączenia powierzchniowe bez wysokich obciążeń punktowych.
Przykładowe produkty z tej kategorii dostępne na naszym sklepie:
[product id="2922,3523,1955,2178"]
Co do czego? Dobór kleju do typowych połączeń
Plastik + plastik
Przy pytaniu „jak skleić plastik z plastikiem” trzeba znać oznaczenie obu tworzyw. Jeśli są to materiały łatwiejsze, takie jak ABS, PMMA, PS albo sztywny PVC, zwykle można rozważać cyjanoakrylowe, epoksydowe, MMA albo PU. Jeśli w połączeniu pojawia się PP, PE albo POM, najpierw trzeba sprawdzić, czy wymagany jest primer, aktywacja powierzchni albo klej do tworzyw niskoenergetycznych.
Ryzykiem jest brak zwilżania, pękanie naprężeniowe, odspojenie na jednym z materiałów albo niepowtarzalny wynik między partiami detali. Test jest konieczny, jeśli materiał nie jest pewny, powierzchnia ma powłokę, element pracuje pod obciążeniem albo aplikacja ma wejść do produkcji.
Plastik + metal
Najczęściej rozważa się epoksydy i MMA, a przy różnej rozszerzalności cieplnej, drganiach lub większej powierzchni także PU albo MS polymer. Potrzebne są dane o plastiku, metalu, powłoce, temperaturze, wilgoci i typie obciążenia. Sam fakt, że klej dobrze trzyma metal, nie oznacza jeszcze, że zadziała na tworzywie.
Ryzykiem jest pękanie sztywnej spoiny, odspojenie od powłoki metalowej albo koncentracja naprężeń na końcach zakładu. Test jest wymagany szczególnie przy cyklach ciepło-zimno, pracy na zewnątrz i obciążeniu dynamicznym.
Plastik + drewno
W połączeniach plastik-drewno można rozważyć epoksyd, PU, klej kontaktowy albo hybrydowy, zależnie od tego, czy chodzi o laminowanie, montaż czy połączenie nośne. Trzeba znać wilgotność drewna, porowatość, powierzchnię styku i warunki pracy.
Ryzykiem jest wchłonięcie kleju przez drewno, praca wilgotnościowa materiałów i słaba adhezja do plastiku. Test jest konieczny przy pracy zewnętrznej, zmiennej wilgotności albo długotrwałym obciążeniu.
Plastik + guma
Dla małych uszczelek i szybkiego montażu często rozważa się kleje cyjanoakrylowe. Dla połączeń pracujących elastycznie lepszym kierunkiem mogą być PU, MS polymer albo systemy specjalne. Potrzebny jest typ gumy: NBR, EPDM, silikon, TPE lub inny materiał.
Ryzykiem jest migracja dodatków, słaba adhezja do EPDM lub silikonu, zanieczyszczenia poprodukcyjne i odspojenie pod ruchem. Test jest zwykle konieczny, szczególnie jeśli połączenie pracuje dynamicznie.
Twardy plastik
Fraza „czym skleić twardy plastik” jest zrozumiała, ale technicznie nieprecyzyjna. Twardy w dotyku może być ABS, PC, PMMA, PVC, PA, POM, PP albo inne tworzywo. Każde z nich wymaga innej logiki doboru.
Jeśli to ABS, PC, PMMA albo sztywny PVC, zwykle dostępnych jest więcej opcji. Jeśli to POM, PP albo PE, dobór jest znacznie trudniejszy. Ryzykiem jest wybór kleju pod wrażenie dotykowe, a nie pod materiał.
Pęknięty element plastikowy
Przy pękniętym elemencie można rozważać MMA, epoksyd modyfikowany albo PU, ale decyzja zależy od materiału, grubości ścianki, kierunku pęknięcia i funkcji detalu. Sama aplikacja kleju na wierzch pęknięcia często nie wystarcza. W niektórych przypadkach potrzebne jest przygotowanie krawędzi, wzmocnienie od tylnej strony albo zmiana geometrii naprawy.
Ryzykiem jest sklejenie objawu, a nie przyczyny naprężeń. Test jest konieczny, jeśli element dalej przenosi obciążenie, jest narażony na udar albo pracuje w temperaturze i drganiach.
Element narażony na drgania
Przy drganiach warto rozważyć PU, MMA o zwiększonej odporności na udar albo hybrydę, jeśli połączenie ma też uszczelniać. Sztywny epoksyd może działać, ale tylko wtedy, gdy geometria i obciążenie są dobrze zaprojektowane.
Potrzebne są dane o częstotliwości, amplitudzie, kierunku obciążenia i grubości spoiny. Ryzykiem jest pękanie kruchej spoiny albo odspojenie na krawędzi złącza. Test funkcjonalny jest tu dużo bardziej wartościowy niż sama próba ręcznego oderwania.
Element narażony na wilgoć
Przy wilgoci trzeba odróżnić wilgotność powietrza, kondensację, zachlapanie, mycie, zanurzenie i kontakt z chemią procesową. Klej, który dobrze działa na sucho, może osłabnąć w wodzie, pod detergentem albo w cyklach mycia.
Do rozważenia wchodzą epoksydy, MMA, wybrane PU i hybrydy, ale tylko po sprawdzeniu kompatybilności z medium. Test jest konieczny, jeśli detal będzie stale narażony na wodę, myjki, emulsje, chłodziwa albo środki czyszczące.
Element narażony na temperaturę
Przy temperaturze liczy się nie tylko maksymalna wartość chwilowa, ale też temperatura ciągła, minimalna, cykle termiczne i różna rozszerzalność materiałów. Plastik i metal mogą pracować inaczej, co generuje naprężenia w spoinie.
Najczęściej rozważa się epoksydy, MMA, PU albo systemy specjalne, ale rodzina kleju musi być filtrowana pod konkretny zakres pracy. Test jest konieczny, gdy detal pracuje w pobliżu źródła ciepła, na zewnątrz albo przechodzi cykle ciepło-zimno.
Element pracujący pod obciążeniem
Przy obciążeniu trzeba określić, czy dominuje ścinanie, odrywanie, rozwarstwianie, udar, pełzanie czy zmęczenie. Kleje zwykle najlepiej pracują na ścinanie, a najgorzej znoszą odrywanie i koncentrację naprężeń na krawędzi.
Można rozważać epoksydy, MMA albo toughened PU, ale sam klej nie naprawi źle zaprojektowanej geometrii. Test jest obowiązkowy, jeśli połączenie jest funkcjonalne, seryjne albo krytyczne dla jakości.
Jak kleić plastik, żeby połączenie nie puściło?
- Zidentyfikuj tworzywo. Sprawdź symbol na detalu lub dokumentację. Bez tego możesz dobrać klej do złej grupy materiałowej.
- Sprawdź warunki pracy. Ustal temperaturę, wilgoć, chemię, drgania i obciążenie. Pominięcie tych danych prowadzi do połączenia, które działa tylko w krótkiej próbie.
- Oczyść powierzchnię. Usuń pył, brud i pozostałości procesu. Klej przyklejony do zabrudzenia nie jest połączeniem z tworzywem.
- Odtłuść powierzchnię. Dobierz środek bezpieczny dla danego plastiku. Zły rozpuszczalnik może wywołać spękania, zmatowienie albo deformację.
- Zmatów, jeśli jest to wskazane. Zmatowienie może poprawić przyczepność, ale przy detalach optycznych, powlekanych i cienkościennych wymaga ostrożności.
- Użyj primera lub aktywatora, jeśli jest wymagany. Przy PP, PE, POM i innych trudnych podłożach może to być warunek uzyskania adhezji.
- Kontroluj ilość kleju i szczelinę. Za mało kleju może dać suchą spoinę, a za dużo może wydłużyć utwardzanie, zwiększyć skurcz, egzotermę lub ryzyko spękań.
- Unieruchom elementy. Mikroruchy w czasie utwardzania osłabiają spoinę i pogarszają powtarzalność procesu.
- Odczekaj do pełnego utwardzenia. Czas wstępnego ustalenia to nie to samo co pełna wytrzymałość robocza.
- Wykonaj test połączenia. Sprawdź detal po realnym przygotowaniu, na realnej geometrii i w warunkach zbliżonych do pracy.
Jak interpretować wynik testu klejenia?
Test nie powinien odpowiadać tylko na pytanie, czy połączenie „trzyma”. Dla technologa ważniejsze jest to, jak złącze ulega zniszczeniu. Sposób zerwania mówi, czy problem dotyczy adhezji do powierzchni, wytrzymałości samej spoiny, geometrii złącza czy materiału bazowego.
|
Jak czytać wynik testu klejenia? |
||
|---|---|---|
|
Wynik po zerwaniu |
Co może oznaczać |
Co sprawdzić dalej |
|
Klej został prawie w całości na jednej stronie |
Problem adhezji do drugiej powierzchni |
Materiał, odtłuszczenie, primer, aktywację, środki formierskie, zwilżanie |
|
Spoina pękła w środku |
Problem kohezyjny, przeciążenie albo niepełne utwardzenie |
Grubość spoiny, czas utwardzania, mieszanie 2K, obciążenie, temperaturę |
|
Pękł plastik poza spoiną |
Złącze może być mocniejsze niż materiał bazowy |
Czy taki tryb zniszczenia jest akceptowalny funkcjonalnie i jakościowo |
|
Powstały spękania lub zmatowienie |
Możliwa niekompatybilność chemii z tworzywem albo naprężenia własne |
Rozpuszczalnik, aktywator, ilość kleju, naprężenia, PC/PMMA/PS/ABS |
Jeśli test pokazuje czyste odspojenie bez uszkodzenia tworzywa i bez pozostałości po jednej stronie, nie warto od razu szukać „mocniejszego kleju”. Najpierw trzeba sprawdzić przygotowanie powierzchni, rodzaj tworzywa, zwilżanie, primer i geometrię. Mocniejszy klej nie rozwiąże problemu, jeżeli nie ma adhezji do podłoża.
Najczęstsze błędy przy klejeniu plastiku
- Wybór kleju bez identyfikacji plastiku. To najkrótsza droga do odspojenia i błędnych wniosków, że „klej nie trzyma”.
- Klejenie PP i PE zwykłym klejem bez przygotowania powierzchni. Przy tworzywach niskoenergetycznych sama wysoka wytrzymałość kleju nie wystarczy.
- Brak odtłuszczenia. Oleje, środki formierskie, smary i dotyk palców mogą zniszczyć adhezję.
- Użycie przypadkowego rozpuszczalnika. Nie każdy środek czyszczący jest bezpieczny dla każdego plastiku. Przy PC, PMMA, PS i ABS może pojawić się spękanie lub zmatowienie.
- Zbyt duża ilość kleju. Więcej kleju nie oznacza mocniej. Może oznaczać dłuższe utwardzanie, skurcz, przegrzanie albo słabszą spoinę.
- Obciążenie przed pełnym utwardzeniem. Element może puścić nie dlatego, że klej był zły, tylko dlatego, że złącze nie osiągnęło pełnych właściwości.
- Nieuwzględnienie temperatury, wilgoci, chemii i drgań. Połączenie stabilne na stole może zawieść w maszynie, myjni, transporcie albo cyklu cieplnym.
- Traktowanie silikonu jako uniwersalnego kleju konstrukcyjnego. Silikon może uszczelniać, ale zwykle nie powinien być domyślną odpowiedzią na połączenie nośne.
- Brak testu na realnym detalu. Test na innym kawałku plastiku nie potwierdza powtarzalności procesu.

Kiedy nie dobierać kleju bez testu?
Nie dobieraj kleju „na pewniaka”, jeśli nie masz pewności co do tworzywa, element pracuje pod obciążeniem, występują drgania, wilgoć, chemia albo temperatura, a połączenie ma znaczenie dla jakości lub bezpieczeństwa. Test jest też konieczny, gdy aplikacja ma wejść do produkcji seryjnej.
W produkcji celem nie jest znalezienie kleju, który „złapie” raz na próbce. Celem jest proces, który będzie powtarzalny: ta sama ilość kleju, ta sama szczelina, ten sam czas utwardzania, ta sama czystość powierzchni i przewidywalny wynik po kontroli. Bez tego nawet dobrze dobrany klej może dawać zmienne rezultaty między zmianami, partiami detali albo operatorami.
FAQ
Jakiego plastiku nie można skleić?
W praktyce rzadko mówi się „nie można”, częściej: „nie można bez specjalnego podejścia”. Do najtrudniejszych należą PP, PE, POM i fluoropolimery. Wymagają specjalnej chemii, primera, aktywacji powierzchni albo innej metody łączenia.
Czy silikon nadaje się do klejenia plastiku?
Może nadawać się do uszczelniania lub elastycznych aplikacji, ale zwykle nie jest dobrym uniwersalnym klejem konstrukcyjnym do plastiku. Przy połączeniach nośnych lepiej rozważyć CA, epoksyd, MMA, PU albo system specjalny.
Czym skleić twardy plastik?
Najpierw ustal, czy to ABS, PC, PMMA, PVC, PA, POM, PP czy PE. Dla ABS, PMMA i sztywnego PVC zwykle jest więcej opcji. Dla PP, PE i POM potrzebny jest ostrożniejszy dobór i test.
Czym skleić plastik z plastikiem?
To zależy od obu tworzyw. Dla wielu tworzyw można rozważyć cyjanoakrylowe, epoksydowe, MMA albo PU. Dla PP, PE i POM zwykle trzeba sprawdzić systemy do trudnych tworzyw lub zastosować primer.
Jaki klej do plastiku i metalu?
Najczęściej rozważa się epoksyd albo MMA. Jeśli połączenie ma kompensować drgania, ruch lub różną rozszerzalność cieplną, w grę mogą wejść PU lub MS polymer. Kluczowe są: rodzaj plastiku, powłoka metalu, temperatura i obciążenie.
Czy klej cyjanoakrylowy wystarczy do plastiku?
Czasem tak, szczególnie przy małych, dobrze spasowanych detalach. Nie jest to jednak automatyczny wybór przy drganiach, większej szczelinie, odrywaniu, wilgoci ani przy PP i PE bez primera.
Dlaczego klej do plastiku nie trzyma?
Najczęściej dlatego, że tworzywo zostało źle rozpoznane, powierzchnia była brudna lub tłusta, brakowało primera, użyto złej ilości kleju, detal obciążono za wcześnie albo nie uwzględniono warunków pracy.
Jak rozpoznać PP, PE, ABS, PVC?
Najlepiej po oznaczeniu na detalu albo dokumentacji materiałowej. Jeśli oznaczenia nie ma, wizualne zgadywanie jest ryzykowne. W zastosowaniach produkcyjnych trzeba potwierdzić materiał u dostawcy lub wykonać próbę technologiczną.
Czy trzeba matowić plastik przed klejeniem?
Nie zawsze. Zmatowienie może pomóc, ale przy tworzywach przezroczystych, powlekanych lub wrażliwych chemicznie może zaszkodzić. Decyzję trzeba dopasować do tworzywa, kleju i wymaganej estetyki.
Czy do plastiku potrzebny jest primer?
Dla ABS, PMMA czy sztywnego PVC nie zawsze. Dla PP, PE, POM i innych trudnych powierzchni bardzo często tak, chyba że stosujesz system zaprojektowany specjalnie do tych tworzyw.
Podsumowanie: jak wybrać klej do plastiku bez zgadywania
Jeśli pytasz „jaki klej do plastiku”, zacznij od materiału, a nie od tubki kleju. Rozpoznaj tworzywo, określ warunki pracy, dobierz kategorię kleju, przygotuj powierzchnię i wykonaj test na realnym detalu. Dopiero wtedy można odpowiedzialnie zawęzić wybór do konkretnego rozwiązania.
W aplikacji technicznej najważniejsze pytania brzmią: co kleimy, jak będzie pracować połączenie, jaka jest geometria, ile jest czasu na utwardzenie, czy powierzchnia jest czysta i czy proces da się powtórzyć na produkcji. Bez tych danych „czym skleić plastik” pozostaje zgadywaniem.
Jeżeli klejenie plastiku ma trafić do produkcji, pracuje pod obciążeniem albo dotyczy PP, PE, POM lub nieznanego tworzywa, warto dobrać rozwiązanie na podstawie materiału, geometrii i warunków pracy. Skontaktuj się z Centrum Zaawansowanych Technologii Klejenia Melkib albo z doradcą technicznym Melkib — pomożemy zawęzić 2–3 typy klejów i przygotować prosty plan testu na realnym detalu.
Źródła i materiały techniczne
- Henkel / Loctite, Design Guide for Bonding Plastics — przewodnik techniczny dotyczący klejenia tworzyw sztucznych, przygotowania powierzchni i doboru klejów.
- 3M, Bonding Low Surface Energy Plastics — materiały techniczne o klejeniu tworzyw niskoenergetycznych, takich jak PP i PE.
- 3M, Bonding and Assembly: Engineered Plastics — materiały o klejeniu tworzyw konstrukcyjnych, m.in. ABS, PC, PMMA i PA.
- Sika Industry, Effective Surface Preparation for Adhesive Bonding — opracowanie o przygotowaniu powierzchni przed klejeniem.
- British Plastics Federation, materiały o oznaczeniach i identyfikacji tworzyw sztucznych zgodnie z ISO 11469.
- Curbell Plastics, Chemical Resistance of Plastics — tabela odporności chemicznej tworzyw sztucznych.
- Thermo Fisher Scientific, Labware Chemical Resistance Table — tabela kompatybilności chemicznej tworzyw laboratoryjnych.
- Bel-Art, Chemical Resistance Chart for Plastic Labware — tabela odporności chemicznej popularnych tworzyw.
- Crazing Initiation and Growth in Polymethyl Methacrylate under Effects of Alcohol and Stress — publikacja naukowa dotycząca pękania naprężeniowego PMMA.
- Forest Products Laboratory, Wood Adhesives: Bond Formation and Performance — materiał techniczny przydatny przy połączeniach plastik–drewno.

O autorze:
Maciej Klus, Product Manager w Melkib.
Na co dzień wspiera zakłady produkcyjne w walce z awariami i optymalizacji procesów klejenia. Wierzy, że „dobry klej” to dopiero połowa sukcesu – reszta to powtarzalny proces.






