 Loctite Henkel Premium Partner
Loctite Henkel Premium Partner Free delivery from 600 EURO to EU Countries*
Free delivery from 600 EURO to EU Countries*  +48 509 336 666
+48 509 336 666



Threadlockers, also known as anaerobic adhesives, are one of the simplest and most cost-effective ways to secure threaded connections in machines, equipment and installations. Even a correctly tightened bolt can gradually lose stability under vibration, impact, dynamic loads and temperature changes. The result can be costly: micro-looseness, leaks, noise, reduced accuracy, repeated maintenance interventions and, eventually, machine failure and downtime.
A properly selected and correctly applied threadlocker fills the free space between thread turns, limits micromovements, protects against self-loosening and may also seal the thread and protect the gap against corrosion. A poorly selected or incorrectly applied product may fail, make servicing difficult or create a problem during disassembly.
In this guide, we explain what anaerobic threadlockers are, what benefits they provide, how to choose the right variant and how to apply threadlocker step by step so that the process is repeatable and serviceable. If you are implementing this in a plant, treat it as part of your SOP: always verify the TDS/SDS for the specific product and test it on the real joint.
Table of contents
1) What are anaerobic threadlockers and how do they work?
2) What do you gain in maintenance: locking, sealing, anti-corrosion protection?
3) Types of threadlockers: purple, blue, red, green
4) How to choose a threadlocker: serviceability, material, working conditions
5) How to apply threadlocker correctly — step by step
6) How long does threadlocker take to cure?
7) Common mistakes when using threadlocker
8) LOCTITE products from Melkib: 7063 / 243 / 270 / 577 — when does each make sense?
9) FAQ
10) Sources
What are anaerobic threadlockers?
Anaerobic adhesives are usually one-component products that cure when air is excluded and when they come into contact with metal. In the bottle, they remain liquid because they are exposed to oxygen. After a bolt is screwed into a nut or a threaded hole, the adhesive is enclosed in the gap between the thread turns and the curing process begins.
In practice, a threadlocker does not work like a classic contact adhesive. Its purpose is to fill microgaps, limit micromovements, stabilise the connection and protect it from self-loosening caused by vibration, impact and cyclic load changes.
The key principles of anaerobic threadlocker action are:
✅ No access to oxygen: the product cures only after being enclosed in the gap between cooperating metal threads.
✅ Contact with metal: the metal surface helps initiate curing. On active metals, the reaction usually proceeds faster than on passive metals.
✅ Filling the thread clearance: the adhesive occupies the spaces that remain empty in a standard threaded connection, limiting micromovements.
✅ Locking and sealing: the cured product may protect the connection against loosening, leaks and moisture ingress into the thread gap.
It is important to remember that not every anaerobic product has the same strength and not every product serves the same purpose. One product is used for small adjustment screws, another for standard serviceable connections, and another for studs, structural bolts or pipe threads where sealing is the main priority.
Why use an anaerobic threadlocker?
A threaded connection works correctly when it maintains the required preload. The problem begins with transverse vibration, impact and micromovements. In such conditions, a bolt may gradually lose clamping force even if it was initially tightened to the correct torque.
An anaerobic threadlocker helps reduce this problem because it fills the gap between the thread turns and, after curing, creates a mechanical and chemical lock. In practice, this means fewer connections that return to maintenance after a few days or weeks of operation.
In maintenance practice, the benefits are usually visible not immediately on the workbench, but over time — when the number of repeat interventions decreases:
✅ Protection against loosening: reduced loosening caused by vibration, typically in drives, gearboxes, fans, pumps, presses and structures exposed to vibration.
✅ Connection stabilisation: fewer micromovements in the thread and lower risk of the joint becoming worn out.
✅ Thread sealing: the product fills free spaces and may reduce the migration of liquids or gases through the thread.
✅ Reduced crevice corrosion: filling the thread gap makes it harder for moisture and contaminants to enter.
✅ Repeatable assembly: with a clearly described procedure, it is easier to maintain a consistent standard in production and maintenance.
A threadlocker does not replace correct joint design. Bolt selection, strength class, thread engagement length, tightening torque, substrate material, working temperature and future service access still matter.
Types of threadlockers — purple, blue, red, green
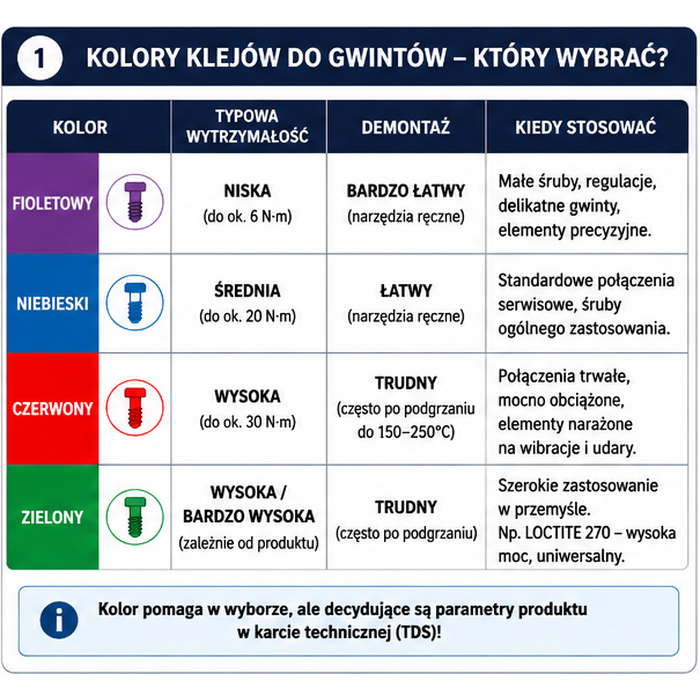
The colour of a threadlocker helps with quick orientation, but it should not be the only selection criterion. What ultimately matters is the technical data sheet of the specific product: strength, viscosity, maximum thread diameter, temperature resistance, curing time and disassembly method.
Purple threadlocker — low strength
Purple threadlockers are mainly intended for small screws, adjustment screws, precision components and connections that must be disassembled without risk of damaging the thread. This is a good choice where the locking function should protect against light vibration but must not create a joint that is difficult to take apart.
Blue threadlocker — medium strength
Blue threadlocker is the most common choice for standard serviceable connections. It protects the thread against loosening but usually allows later disassembly with hand tools. That is why it is often used in maintenance, machine assembly, pumps, accessories, gearboxes and connections that may require inspection.
Red threadlocker — high strength
Red threadlockers are usually associated with high strength and more difficult disassembly. They are used in heavily loaded connections where permanent locking is more important than quick servicing. Before using a red threadlocker, check whether future disassembly will be possible and whether there is a risk of damaging the screw, thread or housing.
Green threadlocker — it does not always mean the same thing
The colour green requires clarification because different product groups exist in practice. LOCTITE 270 is a green high-strength threadlocker designed for permanent locking of metal threaded connections. LOCTITE 290 is also green, but it has a different function: it is low-viscosity and penetrating, so it is used on already assembled connections where the product must wick between the thread turns without prior disassembly.
Practical conclusion: do not assume that green always means one product type. Green may refer to a strong product for permanent locking or to a penetrating product for already assembled joints. The technical data sheet of the specific product decides.
How to choose a threadlocker?
The choice of threadlocker should result from working conditions, not only from the colour of the bottle. In maintenance, the tempting rule is often: “let’s use the strongest one, it will be safe.” This is a mistake. A product that is too strong may later prevent normal servicing or cause the screw to break during disassembly.
1. Will the connection be disassembled?
If the screw will be removed during inspections, choose a low- or medium-strength product. If the connection is intended to be permanent, high strength may be considered, but the disassembly method must be planned, often with heat or a special procedure.
2. What is the thread size?
Small screws require caution. A high-strength product on a small thread may create a connection stronger than the fastener itself. For larger threads, viscosity and the ability to fill the gap also matter.
3. What materials are the parts made of?
Carbon steel, brass and bronze usually support faster curing of anaerobic adhesives. Stainless steel, aluminium, zinc, chrome or passivated surfaces may require more time or the use of an activator. Do not guess — check the manufacturer’s recommendations in the TDS.
4. What is the working temperature?
Every threadlocker has a specified operating temperature range. If the connection is located near an engine, furnace, turbine, compressor or high-temperature installation, the actual temperature must be compared with the product technical data sheet.
5. Does the thread also need to seal?
If the main problem is media leakage, a classic screw-locking adhesive is not always the best choice. For pipe threads, hydraulic and pneumatic installations, dedicated thread sealants are often used. It is worth separating two goals: protection against loosening and sealing of pipe-threaded connections.
6. Does the process need to be repeatable across shifts?
If the adhesive is used regularly by several people or across several shifts, a simple procedure is needed: cleaning, place of application, amount, tightening torque, time before start-up and inspection method. Without this, the same product may give different results depending on who used it and under what conditions.
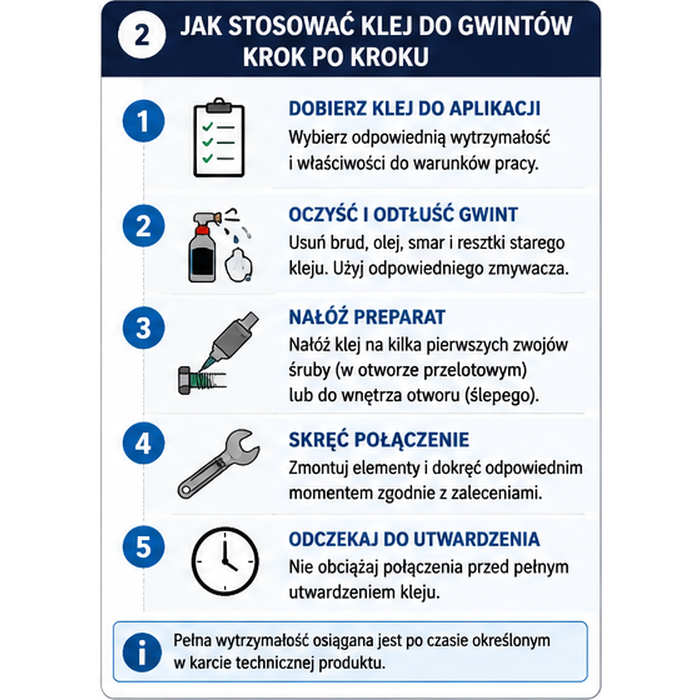
How to apply threadlocker correctly — step by step
Most problems do not come from a “faulty adhesive”, but from the process: contaminated threads, wrong dosing, a mismatched strength class or loading the joint too early. Follow this procedure.
Step 1. Check whether the adhesive fits the application
First assess whether the connection is metal, whether it will be exposed to vibration, whether it will need to be disassembled later and what temperature it will operate at. Typical anaerobic threadlockers are mainly designed for metal threads. With plastics, unusual coatings, passive surfaces or very high temperatures, check the product technical data sheet.
Step 2. Choose the correct strength
For serviceable connections, a medium-strength adhesive is usually selected. For small screws and delicate threads, low-strength products are used. For permanent and heavily loaded connections, high-strength products may be used, but only when disassembly has been included in the procedure.
Step 3. Clean and degrease the thread
Remove oil, grease, coolant, dust, filings, corrosion and old adhesive residues. In industrial applications, it is best to use a technical cleaner and then wait until the cleaning agent has fully evaporated. If the thread is heavily contaminated or corroded, simply wiping it with a cloth is usually not enough.
Step 4. Check the thread material
On active metals, anaerobic threadlockers usually cure faster. On stainless steel, aluminium, zinc, chrome or passivated surfaces, the curing time may be longer. In such cases, check in the TDS whether the manufacturer recommends an activator.
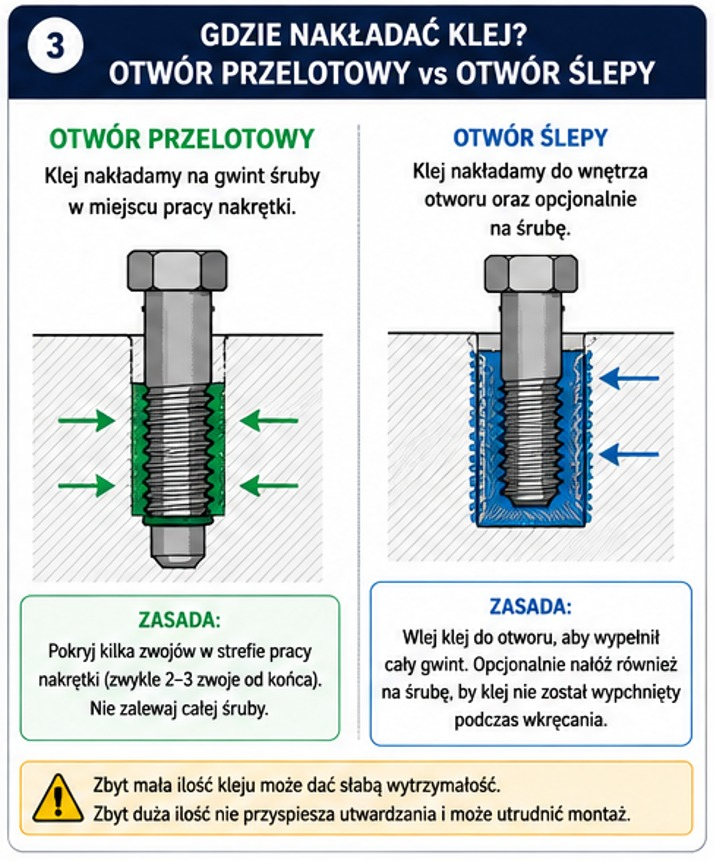
Step 5. Apply the adhesive in the right place
In through-hole connections, the product is usually applied to the male thread of the bolt in the area where the nut will be located after assembly. There is no need to cover the entire bolt. It is enough to cover several thread turns in the working zone of the connection.
In blind holes, the adhesive should also be applied inside the hole, not only onto the bolt. If the product is applied only to the end of the bolt, it may be pushed out by compressed air during tightening and may not reach the correct thread zone.
Step 6. Tighten the connection to the correct torque
Assemble the parts and tighten them to the required torque according to the assembly procedure. The adhesive stabilises the connection, but it does not replace correct assembly. If the connection requires a specific torque, tightening should be performed immediately, not after a few minutes.
Step 7. Do not move the joint during curing
After assembly, do not “retighten” the screw after a few minutes. Such movement may disrupt the formation of the bond in the thread. If the connection is critical, do not load it immediately — distinguish between initial fixture time and full cure time.
How long does threadlocker take to cure?
There is no single answer for all products. Time depends on the type of adhesive, gap, material, temperature, surface cleanliness and possible use of an activator. In practice, three concepts are important:
✅ Initial fixture time: the point at which the connection is initially stabilised.
✅ Partial strength: the stage at which the connection may be gradually loaded, if the technical data sheet and assembly procedure allow it.
✅ Full cure: the point at which the product reaches its target functional properties.
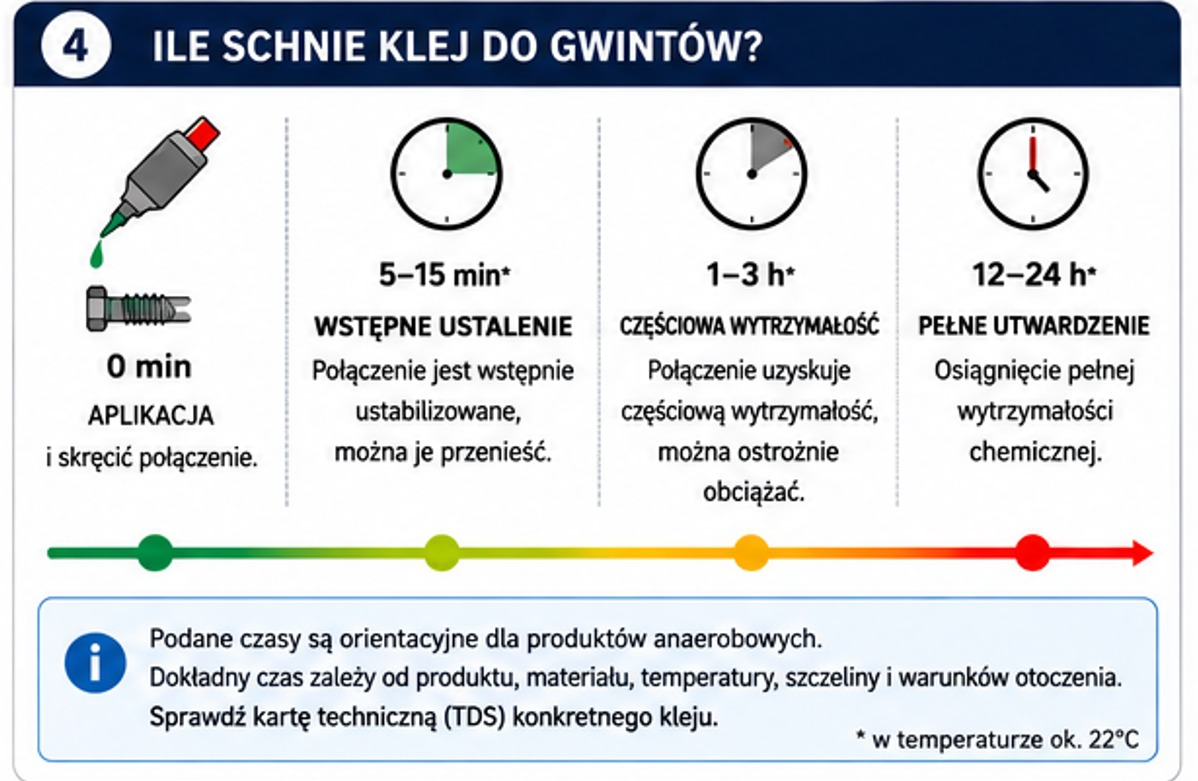
Many anaerobic adhesives reach initial fixture within several minutes, but full cure is often assumed only after about 24 hours. The exact time must always be checked in the technical data sheet of the specific product. In critical applications, this stage should not be shortened just because the line needs to restart quickly — this is a classic cause of early failures.
Common mistakes that make threadlocker “fail”
In service practice, the same causes of problems appear repeatedly. Most often, the issue is not that “the adhesive was bad”, but that the wrong product was selected, the surface was contaminated or there was not enough time for curing.
✅ No degreasing: oil, grease, coolant, dust and old adhesive residues reduce product contact with the metal. The connection may look secured but may not actually reach the expected strength.
✅ Using an adhesive that is too strong: this is a common mistake in maintenance. An overly strong product may make disassembly difficult, especially on small screws, in aluminium or in parts with limited access for heating. The strongest adhesive is not always the best choice.
✅ Loading the joint too early: a threadlocked connection should not be treated as if it had already reached full strength immediately after assembly. If the application is critical, check the full cure time in the TDS.
✅ Wrong application point: in blind holes, adhesive applied only to the end of the screw may be pushed out during assembly. Then the product does not work where it should, and the connection is not repeatably secured.
✅ Confusing threadlocker with pipe thread sealant: both products may be anaerobic, but they do not always serve the same purpose. Threadlocker secures screws against loosening. Pipe thread sealant is mainly designed to seal installations.
✅ Using one product for everything: one adhesive does not solve all problems. A small adjustment screw, a pump bolt, a stud in an engine housing and a pipe thread in a hydraulic installation all have different requirements.

LOCTITE products from Melkib — when does each make sense?
Below is a set of four products that cover the process from start to finish: surface preparation, two levels of thread locking and pipe thread sealing. This distinction is intentionally process-oriented — always verify details in the TDS.
LOCTITE SF 7063 (ID 3526)
Technical cleaner and degreaser for surface preparation before using anaerobic products. In practice, it helps remove oils and contaminants that most often reduce bonding repeatability. Key rule: after application, wait until it has fully evaporated.
LOCTITE 243 (ID 3541)
The most common maintenance choice for connections that need to be protected against loosening but remain serviceable. It works as a universal standard in many machine nodes where the priority is a compromise between safety and disassembly.
LOCTITE 270 (ID 3544)
A solution for permanent and more critical connections where maximum protection against self-loosening is the priority. In such applications, disassembly should be planned as a service operation, and selection and procedure must always be based on the TDS.
LOCTITE 577 (ID 1844)
A dedicated anaerobic sealant for threaded connections, used where the main goal is thread sealing. This is a different logic from a classic threadlocker — here, the starting point is sealing the connection in the installation.
Products — quick links in Shoper module
[product id="3526,3541,3544,1844"]
FAQ — common maintenance questions
How to apply threadlocker?
Clean and degrease the thread, select the product according to the required strength, apply adhesive to several thread turns in the working zone, assemble the parts to the correct torque and leave the joint to cure. For blind holes, apply the product also inside the hole.
Threadlocker — how to remove it?
It depends on the strength class. Low- and medium-strength products can usually be removed with hand tools. High-strength products may require heating or another service procedure in line with the TDS. Always consider the material of the part, the surrounding components and the risk of damage.
How long does threadlocker take to cure?
The time depends on the product, temperature, material, gap and surface preparation. In practice, two parameters matter: fixture time and full cure time. For many anaerobic products, full cure is assumed after about 24 hours, but the exact time must be checked in the technical data sheet.
When should threadlocker be used?
Threadlocker is worth using where the connection is exposed to vibration, impact, variable loads, risk of leakage or corrosion in the thread gap. Typical applications include pumps, gearboxes, motors, production machines, mechanical accessories, structures and maintenance components.
Which threadlocker should be selected for serviceable connections?
A medium-strength threadlocker is usually selected, for example blue LOCTITE 243, because it protects the connection against loosening while usually allowing later disassembly with hand tools.
Is green threadlocker strong?
Often yes, but the specific product must be checked. LOCTITE 270 is a green high-strength threadlocker. There are also green penetrating products, for example for already assembled connections. Colour helps with orientation, but it does not replace the technical data sheet.
Does threadlocker replace a spring washer?
Threadlocker works differently from a mechanical element: it stabilises the connection inside the thread gap and limits micromovements. In many applications, it may be more effective than a spring washer alone, but the decision should be based on design requirements, working conditions and the assembly SOP.
Decision summary
Threadlocker should be selected technically, not “by colour” or according to the rule that “the strongest will be best”. For serviceable connections, medium-strength products are usually suitable. For small screws, low-strength products are better. For permanent and heavily loaded connections, high-strength products such as green LOCTITE 270 may be used, but later disassembly must be planned.
The process has the greatest impact on effectiveness: clean thread, correct product, correct application point, tightening to the required torque and time for curing. If the connection works in a critical point of the machine, the decision should not be based only on habit or product colour.
If you are not sure which threadlocker is suitable for your application, consult Melkib with the material of the parts, thread size, working conditions, service requirements and expected machine start-up time. This helps select both the product and the procedure that reduce the risk of the same failure returning.
Sources
Henkel — threadlockers, applications and selection: https://next.henkel-adhesives.com/pl/pl/applications/threadlockers.html
MA-PRO — threadlocker overview: https://ma-pro.com.pl/klej-do-gwintow-czy-warto/
PowerRubber — anaerobic threadlockers introduction: https://powerrubber.com/blog/klej-do-gwintow-kleje-anaerobowe
G. H. Junker, “New Criteria for Self-Loosening of Fasteners Under Vibration”, SAE Technical Paper 690055, 1969: https://doi.org/10.4271/690055
H. Gong, X. Ding, J. Liu et al., “Review of research on loosening of threaded fasteners”, Friction, 2022: https://doi.org/10.1007/s40544-021-0497-1

About the author:
Maciej Klus, Product Manager at Melkib.
He supports production plants in solving failures and optimising adhesive bonding processes. He believes that a “good adhesive” is only half of the success — the other half is a repeatable process.






