 Loctite Henkel Premium Partner
Loctite Henkel Premium Partner Free delivery from 600 EURO to EU Countries*
Free delivery from 600 EURO to EU Countries*  +48 509 336 666
+48 509 336 666



Which adhesive for plastic? Proven types and selection rules
First, identify the type of plastic, and only then choose the adhesive. PP and PE are usually much more difficult to bond than ABS, PVC or PS because they have low surface energy and often require a primer, surface activation or a dedicated adhesive system. The right choice depends on the material, working conditions, joint geometry, surface preparation, gap size and process requirements. That is why searching for a “strong plastic adhesive” without context can lead to the wrong decision: the joint may fail in production, in service, or after exposure to temperature, moisture, chemicals or vibration.
Table of contents
2) What to use to bond plastic? First check what you are bonding
3) Why are PP, PE and POM more difficult to bond?
4) Watch out for stress cracking with PC, PMMA, PS and ABS
5) Which adhesive for plastic? Comparison of adhesive types
6) What goes with what? Adhesive selection for common joints
7) How to bond plastic so the joint does not fail?
8) How to interpret the bonding test result?
9) Common mistakes when bonding plastic
10) When not to choose an adhesive without testing?
11) FAQ
12) Summary: how to choose a plastic adhesive without guessing
13) Sources and technical materials
Key takeaways
- There is no single universal adhesive for plastic. The selection process starts with identifying the plastic.
- PP, PE and POM usually require a special approach: primer, activator, surface treatment or an adhesive for low surface energy plastics.
- ABS, PVC, PS, PMMA and PC are usually easier or moderately difficult to bond, but still require verification on the actual part.
- The adhesive must be selected according to load, temperature, moisture, chemicals, vibration, gap size and process time.
- For production applications, a test on the real part is required, not only a trial on a random piece of plastic.
What to use to bond plastic? First check what you are bonding
The most common mistake when asking “what should I use to bond plastic?” is treating plastic as one material. In practice, ABS, PP, PE, PC, PMMA, POM, PA and PVC may look similar, but they differ in surface energy, chemical resistance, stiffness, solvent sensitivity and susceptibility to stress cracking. This means that the same adhesive may work well on ABS but fail completely on PP or POM.
If the part has a material marking, start there. Symbols such as PP, PE-HD, ABS, PC, PA6, POM or PMMA are more important than a general description such as “hard plastic”. If there is no marking, do not guess by appearance alone. In a production application, confirm the material in documentation, with the part supplier or through a technological trial.
A good starting point for further selection is the plastic adhesives category, but a product category does not replace material analysis. In a technical implementation, it is not enough to check whether the adhesive “grabs”. The joint must also be repeatable, resistant to working conditions and controllable in the process.
Why are PP, PE and POM more difficult to bond?
PP, PE and POM belong to plastics that often have low surface energy. In practice, this means the adhesive does not wet the surface properly: instead of spreading into a thin layer, it can bead like water on a greasy surface. Without good wetting, stable adhesion is not achieved, even if the adhesive itself has high catalogue strength.
That is why standard cyanoacrylate, a typical epoxy or a “universal” adhesive is often not enough for PP, PE and POM. You may need activators and primers, special adhesives for low surface energy plastics, plasma treatment, corona treatment, flame treatment or another surface modification method. Skipping this step can lead to debonding without visible damage to the plastic.
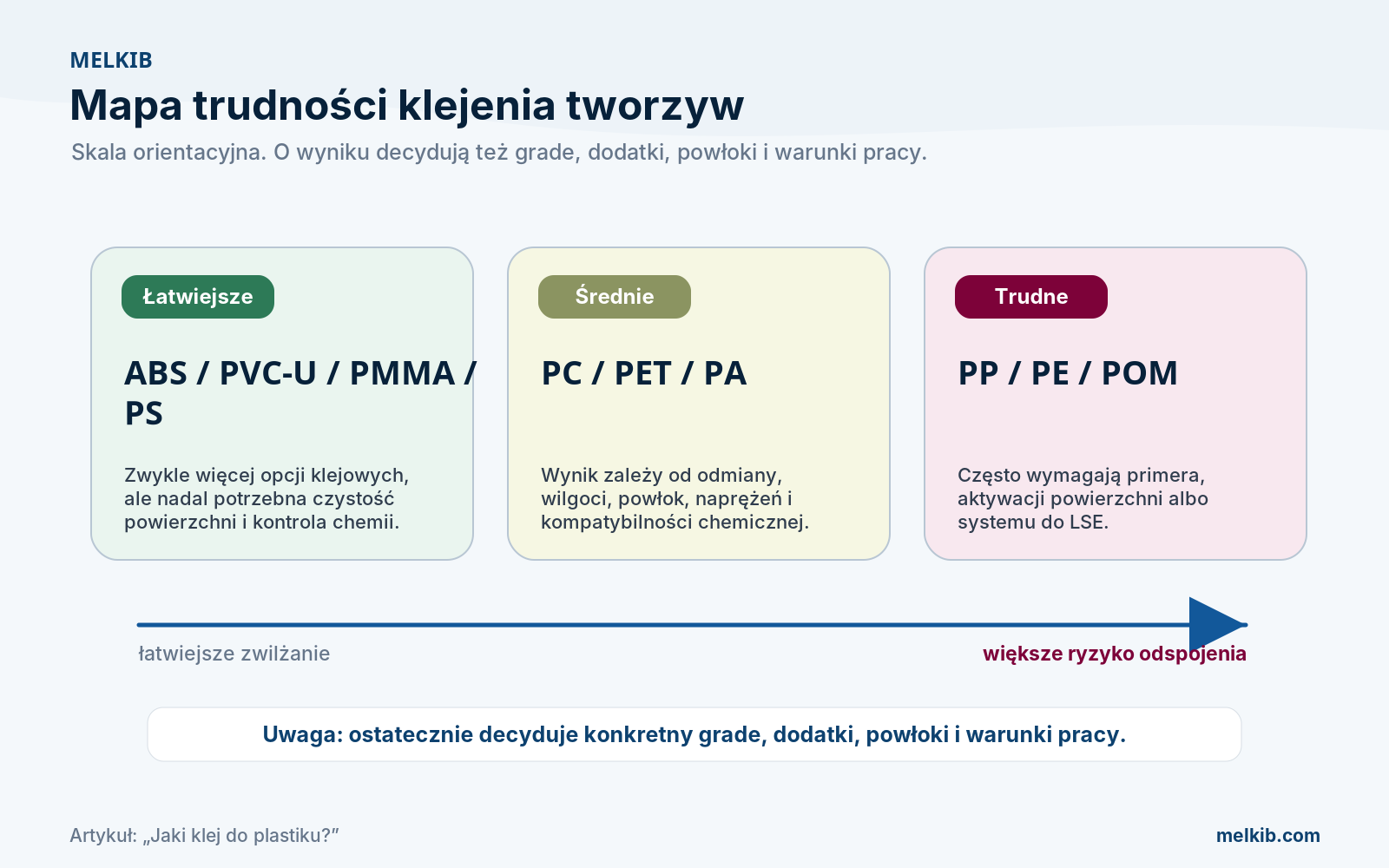
Watch out for stress cracking with PC, PMMA, PS and ABS
Easier wetting does not mean there is no risk. Polycarbonate, PMMA, PS and some grades of ABS may react with cracking, hazing or brittle failure if you use an aggressive solvent, too much adhesive, an unsuitable activator or load the part while it is under stress. For transparent, optical, stressed or aesthetic parts, a compatibility test is mandatory.
|
Plastics and bonding difficulty |
|||||
|---|---|---|---|---|---|
|
Plastic |
Full name |
Bonding difficulty |
Typical applications |
Adhesives usually considered |
Risks and notes |
|
PP |
Polypropylene |
Difficult |
Housings, tanks, automotive parts, containers |
MMA for LSE, cyanoacrylates with primer, special systems |
Low surface energy. Without activation, the joint may debond very quickly. |
|
PE |
Polyethylene |
Difficult |
Films, containers, tanks, technical parts |
MMA for LSE, cyanoacrylates with primer, dedicated solutions |
Standard epoxy or standard CA is often not enough. Wetting and adhesion testing is required. |
|
ABS |
Acrylonitrile butadiene styrene |
Easy to medium |
Housings, covers, panels, device components |
Cyanoacrylates, epoxies, MMA, polyurethanes |
Watch for additives, release agents and stress cracking with aggressive chemicals. |
|
PVC |
Polyvinyl chloride |
Easy for rigid PVC, harder for flexible PVC |
Pipes, profiles, insulation, technical parts |
Solvent-based adhesives, MMA, epoxies, cyanoacrylates, PU |
Plasticized PVC requires testing, because plasticizer migration may weaken the bond. |
|
PS |
Polystyrene |
Medium |
Packaging, thermoformed parts, models |
Cyanoacrylates, MMA, adhesives for styrene, selected epoxies |
The material may be brittle and solvent-sensitive. Risk of cracking and hazing. |
|
PC |
Polycarbonate |
Medium |
Machine guards, screens, covers, transparent parts |
PU, MMA, flexible epoxies, selected CA after testing |
High risk of stress cracking and optical damage with the wrong chemistry. |
|
PMMA |
Polymethyl methacrylate |
Easy, but aesthetically sensitive |
Acrylic sheets, guards, advertising, transparent parts |
Solvent-based adhesives, UV adhesives, MMA, selected CA |
Too much adhesive may cause hazing, cracking or an unattractive bond line. |
|
PA / nylon |
Polyamide |
Medium to difficult |
Bushings, guides, wheels, technical components |
MMA, flexible epoxies, PU, selected CA |
The result depends on PA type, moisture, additives and mould release agents. |
|
POM |
Polyacetal |
Very difficult |
Sliding parts, gears, latches, precision components |
Special systems, MMA for difficult plastics, CA with primer, after treatment |
Material designed for low friction. Bonding is risky without proper preparation. |
|
PET |
Polyethylene terephthalate |
Medium |
Films, packaging, thermoformed parts, technical details |
Cyanoacrylates, MMA, epoxies, special systems |
The result depends on grade, geometry and surface condition. Trial required. |
Which adhesive for plastic? Comparison of adhesive types
Do not start with “what is the best adhesive for plastic?” if you do not know what plastic it is and how the part will work. A better question is: which adhesive family fits the material, geometry, process time and operating conditions? Below is a practical comparison of categories, without blindly recommending a specific SKU.

Cyanoacrylate adhesives
Cyanoacrylate adhesives are worth considering for small, well-fitted parts, quick repairs, spot assembly and short fixture times. Their strengths are speed, simple application and usefulness on many plastics, rubbers and metals. They work well where the gap is small and the joint is not heavily loaded in peel.
Their limitations include poor tolerance of larger gaps, impact, peel, long-term moisture and vibration. For PP, PE and POM, a primer or special solution is usually required. For PC, PS and PMMA, watch for stress cracking, blooming and aesthetic damage.
Best use: fast assembly, repairs, small parts, prototyping and processes where joint geometry is well controlled.
Epoxy adhesives
Epoxy adhesives are a good direction when a rigid bond line, chemical resistance, gap filling and stable static joint are required. They are often considered for plastic-to-metal joints, structural components, technical repairs and joints where resistance to the working medium matters.
Their limitation is rigidity. If the plastic moves, expands differently than metal, is exposed to vibration or impact, a bond line that is too brittle may crack. Epoxy is also not an automatic choice for PP, PE and POM, especially without surface preparation.
Best use: technical assembly, static joints, gap filling, joints requiring chemical resistance and stability.
Methacrylate / MMA adhesives
Acrylic / methacrylate adhesives are often considered for structural joints, more difficult plastics, mixed materials and applications where higher impact resistance is needed than with a typical rigid epoxy. They can be a good direction for ABS, PA, PC, PVC, composites and selected low surface energy plastics if the system is designed for them.
Limitations may include odour, exotherm, shrinkage, HSE requirements and the need to control bond line thickness. With thin, sensitive or aesthetic parts, care is needed so that the curing reaction does not cause deformation or cracking.
In plastic-to-metal joints where a structural adhesive is required, one example for test verification may be Melkib MMA Super Power 150 ml. However, it should not be treated as an automatic recommendation for every plastic. Material, geometry, working conditions and the test result decide.
Best use: production, structural assembly, technical plastics, mixed material joints, applications requiring impact resistance and shorter process time.
Polyurethane adhesives
Polyurethane adhesives are worth considering where the joint should remain flexible, damp vibration or bond materials with different thermal expansion. They may be useful in assembly, repairs, plastic-to-metal, plastic-to-rubber joints and applications where a rigid bond line would be risky.
They are not always the best choice for small, very rigid and highly loaded joints. They often require good surface preparation, control of curing conditions and assessment of temperature and moisture resistance. In production, curing time and application requirements must also be considered.
Best use: flexible assembly, vibration damping, movement compensation, joints between dissimilar materials.
Hybrid / MS polymer adhesives
Hybrid adhesives and MS polymers work mainly where the joint should bond, seal and compensate movement at the same time. They are a good direction for larger surfaces, panels, elements exposed to moisture, vibration and weathering.
They should not be treated as the first choice for small, precise and highly loaded structural nodes where high rigidity and a thin bond line are required. Curing of such materials may depend on moisture, geometry and layer thickness, which must be included in the process.
Best use: flexible bonding and sealing, larger surfaces, panels, parts working under movement.
Silicones
Silicones may work as flexible sealants or solutions for specific specialist applications. However, they should not be treated as a universal structural adhesive for plastic. This is important because, in maintenance or workshop practice, silicone is sometimes used as a “solution for everything”, which can lead to debonding, rework or complaints in load-bearing joints.
If the part transfers load, works under vibration or is part of a production process, silicone without validation is risky. It may seal, but it does not necessarily provide a durable load-bearing joint.
Best use: sealing, special flexible applications, joints without high structural load.
Contact adhesives
Contact adhesives make sense for large surfaces, laminating, veneers, foams, some plastic-to-wood joints and workshop repairs. Their advantage is fast initial tack and the ability to work on larger surfaces.
The limitation is low tolerance for repositioning after assembly. They are also not a universal solution for small, precise, highly loaded technical joints or parts working in demanding conditions without additional validation.
Best use: laminating, large surfaces, workshop repairs, surface joints without high point loads.
What goes with what? Adhesive selection for common joints
Plastic + plastic
When asking “how to bond plastic to plastic”, you need to know the designation of both materials. If they are easier materials such as ABS, PMMA, PS or rigid PVC, cyanoacrylates, epoxies, MMA or PU can usually be considered. If PP, PE or POM is present in the joint, first check whether primer, surface activation or an adhesive for low surface energy plastics is required.
The risks include poor wetting, stress cracking, debonding on one material or inconsistent results between batches of parts. Testing is necessary if the material is uncertain, the surface has a coating, the part works under load or the application is going into production.
Plastic + metal
Epoxies and MMA are most often considered, and with different thermal expansion, vibration or larger surfaces, PU or MS polymer may also be an option. You need information about the plastic, metal, coating, temperature, moisture and type of load. The fact that an adhesive bonds well to metal does not automatically mean it will work on the plastic.
The risks include cracking of a rigid bond line, debonding from the metal coating or stress concentration at the ends of the overlap. Testing is especially required for hot-cold cycles, outdoor use and dynamic loading.
Plastic + wood
For plastic-to-wood joints, epoxy, PU, contact adhesive or hybrid adhesive may be considered depending on whether the application is laminating, assembly or a load-bearing joint. Wood moisture content, porosity, contact surface and working conditions must be known.
The risks include adhesive absorption into wood, moisture-related movement of materials and poor adhesion to the plastic. Testing is necessary for outdoor work, variable humidity or long-term loading.
Plastic + rubber
For small seals and quick assembly, cyanoacrylate adhesives are often considered. For joints that work flexibly, PU, MS polymer or special systems may be a better direction. The type of rubber is required: NBR, EPDM, silicone, TPE or another material.
The risks include additive migration, poor adhesion to EPDM or silicone, production contamination and debonding under movement. Testing is usually necessary, especially when the joint works dynamically.
Hard plastic
The phrase “what to use to bond hard plastic” is understandable but technically imprecise. A material that feels hard may be ABS, PC, PMMA, PVC, PA, POM, PP or another plastic. Each requires a different selection logic.
If it is ABS, PC, PMMA or rigid PVC, more options are usually available. If it is POM, PP or PE, selection is much more difficult. The risk is choosing the adhesive based on touch rather than material.
Cracked plastic part
For a cracked part, MMA, modified epoxy or PU may be considered, but the decision depends on the material, wall thickness, crack direction and function of the part. Simply applying adhesive on top of a crack is often not enough. In some cases, edge preparation, backing reinforcement or a change in repair geometry is required.
The risk is bonding the symptom rather than the cause of stress. Testing is necessary if the part continues to carry load, is exposed to impact or works under temperature and vibration.
Part exposed to vibration
For vibration, PU, impact-resistant MMA or a hybrid adhesive may be considered if the joint also needs to seal. A rigid epoxy may work, but only if geometry and loading are well designed.
You need data on frequency, amplitude, load direction and bond line thickness. The risks are brittle cracking of the bond line or debonding at the edge of the joint. A functional test is much more valuable here than simply trying to tear the parts apart by hand.
Part exposed to moisture
With moisture, distinguish between air humidity, condensation, splashing, washing, immersion and contact with process chemicals. An adhesive that works well dry may weaken in water, detergent or wash cycles.
Epoxies, MMA, selected PU and hybrids may be considered, but only after checking compatibility with the medium. Testing is necessary if the part will be continuously exposed to water, pressure washers, emulsions, coolants or cleaning agents.
Part exposed to temperature
For temperature, it is not only the maximum short-term value that matters, but also continuous temperature, minimum temperature, thermal cycles and different material expansion. Plastic and metal may move differently, generating stresses in the bond line.
Epoxies, MMA, PU or special systems are most often considered, but the adhesive family must be filtered by the actual working temperature range. Testing is necessary when the part works near a heat source, outdoors or through hot-cold cycles.
Part working under load
For load-bearing applications, determine whether the dominant load is shear, peel, cleavage, impact, creep or fatigue. Adhesives usually perform best in shear and worst in peel and stress concentration at the edge.
Epoxies, MMA or toughened PU may be considered, but adhesive alone will not fix poor joint geometry. Testing is mandatory if the joint is functional, serial production or critical for quality.
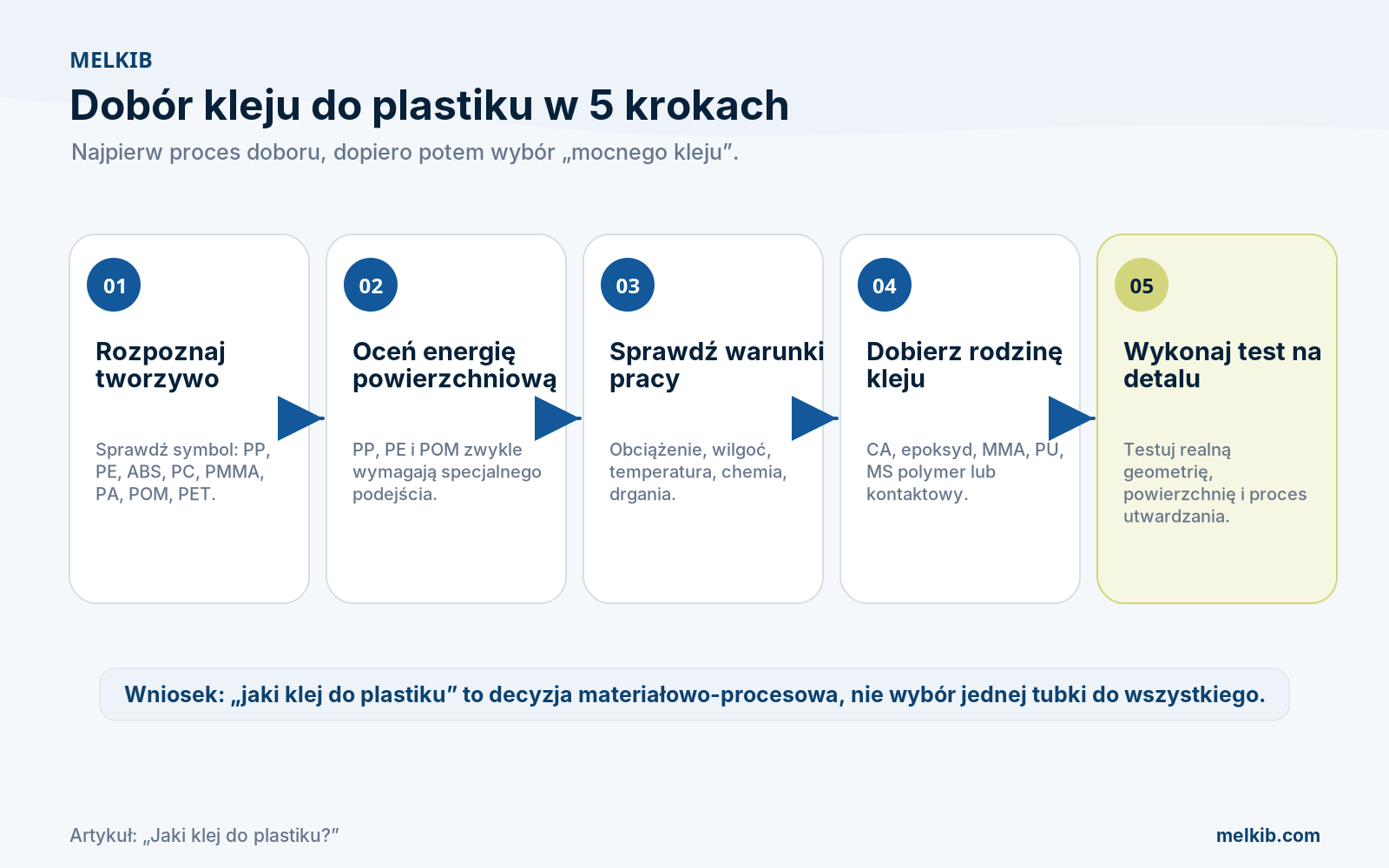
How to bond plastic so the joint does not fail?
- Identify the plastic. Check the marking on the part or documentation. Without this, you may select an adhesive for the wrong material group.
- Check working conditions. Define temperature, moisture, chemicals, vibration and load. Omitting these data leads to a joint that only works in a short trial.
- Clean the surface. Remove dust, dirt and process residues. Adhesive bonded to contamination is not a bond to the plastic.
- Degrease the surface. Choose a cleaner safe for the specific plastic. The wrong solvent may cause cracking, hazing or deformation.
- Abrade if recommended. Abrasion may improve adhesion, but for optical, coated and thin-walled parts it requires caution.
- Use a primer or activator if required. For PP, PE, POM and other difficult substrates, this may be the condition for adhesion.
- Control adhesive amount and gap. Too little adhesive may create a dry joint; too much may extend curing, increase shrinkage, exotherm or cracking risk.
- Fix the parts in position. Micromovements during curing weaken the bond line and reduce process repeatability.
- Wait for full cure. Fixture time is not the same as full working strength.
- Perform a joint test. Test the part after real preparation, on real geometry and under conditions close to actual service.
How to interpret the bonding test result?
The test should not answer only whether the joint “holds”. For a technologist, it is more important how the joint fails. The failure mode shows whether the problem is adhesion to the surface, strength of the adhesive itself, joint geometry or base material.
|
How to read the bonding test result? |
||
|---|---|---|
|
Failure result |
What it may mean |
What to check next |
|
Adhesive remains almost entirely on one side |
Adhesion problem on the other surface |
Material, degreasing, primer, activation, mould release agents, wetting |
|
Bond line breaks in the middle |
Cohesive failure, overload or incomplete curing |
Bond line thickness, curing time, 2K mixing, load, temperature |
|
Plastic breaks outside the bond line |
The joint may be stronger than the base material |
Whether this failure mode is acceptable functionally and in terms of quality |
|
Cracking or hazing occurs |
Possible chemical incompatibility with the plastic or internal stresses |
Solvent, activator, adhesive amount, stresses, PC/PMMA/PS/ABS |
If the test shows clean debonding without plastic damage and without adhesive residue on one side, do not immediately look for a “stronger adhesive”. First check surface preparation, plastic type, wetting, primer and geometry. A stronger adhesive will not solve the problem if there is no adhesion to the substrate.
Common mistakes when bonding plastic
- Choosing an adhesive without identifying the plastic. This is the shortest route to debonding and the wrong conclusion that “the adhesive does not hold”.
- Bonding PP and PE with a standard adhesive without surface preparation. For low surface energy plastics, high adhesive strength alone is not enough.
- No degreasing. Oils, mould release agents, greases and fingerprints may destroy adhesion.
- Using a random solvent. Not every cleaner is safe for every plastic. With PC, PMMA, PS and ABS, cracking or hazing may appear.
- Too much adhesive. More adhesive does not mean stronger. It may mean longer curing, shrinkage, overheating or a weaker bond line.
- Loading before full cure. The part may fail not because the adhesive was wrong, but because the joint did not reach full properties.
- Ignoring temperature, moisture, chemicals and vibration. A joint stable on the bench may fail in a machine, washer, transport or thermal cycle.
- Treating silicone as a universal structural adhesive. Silicone may seal, but it usually should not be the default answer for a load-bearing joint.
- No test on the actual part. Testing on another piece of plastic does not confirm process repeatability.

When not to choose an adhesive without testing?
Do not choose an adhesive “with certainty” if you are not sure what the plastic is, if the part works under load, vibration, moisture, chemicals or temperature, or if the joint matters for quality or safety. Testing is also necessary when the application is going into serial production.
In production, the goal is not to find an adhesive that “grabs” once on a sample. The goal is a repeatable process: the same adhesive amount, the same gap, the same curing time, the same surface cleanliness and a predictable inspection result. Without this, even a well-selected adhesive may produce variable results between shifts, batches of parts or operators.
FAQ
Which plastic cannot be bonded?
In practice, it is rarely “cannot be bonded”; more often it is “cannot be bonded without a special approach”. The most difficult include PP, PE, POM and fluoropolymers. They require special chemistry, primer, surface activation or another joining method.
Is silicone suitable for bonding plastic?
It may be suitable for sealing or flexible applications, but it is usually not a good universal structural adhesive for plastic. For load-bearing joints, CA, epoxy, MMA, PU or a special system should be considered.
What to use to bond hard plastic?
First identify whether it is ABS, PC, PMMA, PVC, PA, POM, PP or PE. For ABS, PMMA and rigid PVC, more options are usually available. For PP, PE and POM, more careful selection and testing are required.
What to use to bond plastic to plastic?
It depends on both plastics. For many plastics, cyanoacrylates, epoxies, MMA or PU may be considered. For PP, PE and POM, systems for difficult plastics or a primer usually need to be checked.
Which adhesive for plastic and metal?
Epoxy or MMA is most often considered. If the joint needs to compensate for vibration, movement or different thermal expansion, PU or MS polymer may also be an option. Key factors are plastic type, metal coating, temperature and load.
Is cyanoacrylate adhesive enough for plastic?
Sometimes yes, especially for small, well-fitted parts. However, it is not an automatic choice for vibration, larger gaps, peel, moisture or PP and PE without primer.
Why does plastic adhesive not hold?
Most often because the plastic was incorrectly identified, the surface was dirty or greasy, primer was missing, too much or too little adhesive was used, the part was loaded too early or working conditions were ignored.
How to identify PP, PE, ABS or PVC?
Preferably by the marking on the part or material documentation. If there is no marking, visual guessing is risky. In production applications, confirm the material with the supplier or perform a technological trial.
Should plastic be abraded before bonding?
Not always. Abrasion may help, but with transparent, coated or chemically sensitive plastics it may cause damage. The decision must match the plastic, adhesive and required appearance.
Is primer required for plastic?
For ABS, PMMA or rigid PVC, not always. For PP, PE, POM and other difficult surfaces, very often yes, unless you are using a system specifically designed for these plastics.
Summary: how to choose a plastic adhesive without guessing
If you ask “which adhesive for plastic”, start with the material, not with the tube of adhesive. Identify the plastic, define working conditions, choose the adhesive category, prepare the surface and test on the real part. Only then can the selection be responsibly narrowed down to a specific solution.
In a technical application, the key questions are: what are we bonding, how will the joint work, what is the geometry, how much curing time is available, is the surface clean and can the process be repeated in production? Without these data, choosing an adhesive for plastic remains guesswork.
If bonding plastic is going into production, works under load or concerns PP, PE, POM or an unknown plastic, it is worth selecting the solution based on material, geometry and working conditions. Contact the Melkib Advanced Adhesive Technology Centre or a Melkib technical advisor — we will help narrow the choice to 2–3 adhesive types and prepare a simple test plan on the actual part.
Sources and technical materials
- Henkel / Loctite, Design Guide for Bonding Plastics — technical guide on bonding plastics, surface preparation and adhesive selection.
- 3M, Bonding Low Surface Energy Plastics — technical materials on bonding low surface energy plastics such as PP and PE.
- 3M, Bonding and Assembly: Engineered Plastics — materials on bonding engineering plastics, including ABS, PC, PMMA and PA.
- Sika Industry, Effective Surface Preparation for Adhesive Bonding — publication on surface preparation before bonding.
- British Plastics Federation, materials on plastic markings and identification according to ISO 11469.
- Curbell Plastics, Chemical Resistance of Plastics — chemical resistance table for plastics.
- Thermo Fisher Scientific, Labware Chemical Resistance Table — chemical compatibility table for laboratory plastics.
- Bel-Art, Chemical Resistance Chart for Plastic Labware — chemical resistance table for common plastics.
- Crazing Initiation and Growth in Polymethyl Methacrylate under Effects of Alcohol and Stress — scientific publication on stress cracking of PMMA.
- Forest Products Laboratory, Wood Adhesives: Bond Formation and Performance — technical material useful for plastic-to-wood joints.

About the author:
Maciej Klus, Product Manager at Melkib.
He supports production plants in solving failures and optimising adhesive bonding processes. He believes that a “good adhesive” is only half of the success — the other half is a repeatable process.






